
 日本語
日本語









オートメーションプロセスは継続的に速いサイクルタイム、プロセスのより厳しい許容範囲を探し、信頼性の向上を探しています。 プリロード 超音波溶接ユニットは、限界を押すもう1つのステップです。 大量生産のための自動化方法、コンポーネントの柔軟な生産、または複数の機能の組み合わせ、さまざまな技術やアプローチを要求に応えるために選択できます。 一般的に使用されている技術 CAM駆動 高いスループットのためのシステム、そしてより経済的で新しい機会や分野を生み出しているロボット。 超音波溶接によって提供される高処理速度は、初期投資にもかかわらず、大量生産にとって非常に魅力的になる。 このプロセスでは、電圧から発生した超音波振動は、定義された接合点でプラスチックを正確に溶融し、均質な接合を作成します。 60サイクルまでのサイクルタイム80から 450の間の必要な溶接時間に応じて、分を実現することができま...
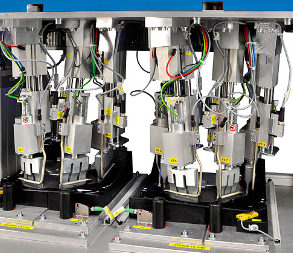
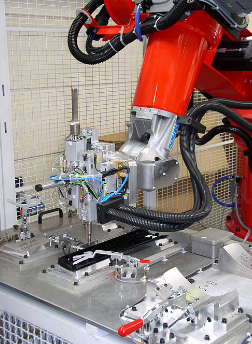
縮小の効果 製品と多数のバージョンの成長 ベクターイラスト CLIPARTO 特に自動車産業では、製品、特に製造業者がより柔軟な組み立てを探しています。 今日の 要件には、柔軟性とフロアスペースの最大化とツール変更設定の最小化が含まれます。 最新の開発は、複数のプラスチックの組み立て用のロボット工学を組み込んだ柔軟な超音波溶接セルである。 この 時間がかかるための必要性を排除やツール 変更。 その重要な機能の1つ 組み立て 解決策は6軸の通りです ロボット この コンポーネントは、ARMの末尾の長さに限定されます。荷重と溶接力が考慮されます。サイジング ロボット..2番目の主な機能は特別に設計されたものです。 2つの異なるものを利用して、溶接ヘッド(UP 4) 溶接ソノトロード ツールなしでさまざまな溶接操作に対応する。 ロボットアームに容易に軽量のコンパクトな超音波アクチュエータを取り付...

振幅: ピークツーピーク 角の顔の小旅行。 増幅器: ホーンの振幅を増減するために使用される機械的変圧器 遠いフィールド溶接: 溶接機を指すホーンの接触面と溶接継手の接触面の間の距離はます。 1 / 4 インチ。 超音波エネルギーは部品の上部を通って接合されている。 充填剤: その物理的な性質を改質するために樹脂に添加された不活性物質。 周波数 : サイクル数 あたり 第二に、 Hertz . 利得: ホーンの入力振幅に対する出力振幅の比率。 ホーン: トランスデューサとブースタとの機械的振動を伝達する音響ツール。 近くのフィールド溶接: 溶接機を指すホーンの接触面は 1 / 4 関節から1インチ以下。 ホーンが溶接されている部分の正確な輪郭に合うことが重要です。 ノーダル 点: ブースターまたはホーンのポイントまたはポイント直線運動がほとんどまたはまったくない。 st: 別の材料を保持ま...
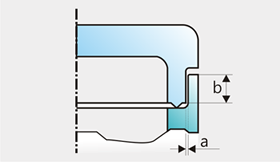
超音波溶接設計原理 1. 設計の基礎調査 良好な溶接結果を達成するためには、検査されなければならない要因は以下のとおりです。 強い関節要件 フルタイトな 溶接が必要です オーバーフロークロスを許可する樹脂の可塑性を調べる。 どなた材料は製品の設計要件を満たし、超音波処理に適した基本条件を満たすことができます。 製品の外観要件 ジョイント位置と形式 次に正しく設計されて、シェルを修正できなければなりません。溶接プロセス 溶接ヘッドは、溶接ジョイントデザインフォーカス前に超音波エネルギーを伝送するために使用されます。 2 溶接部品デザインフォーカス 超音波エネルギーを送信できるように設計されています 溶接面は、超音波溶接ヘッドの接触面からいくらかの距離を有し、シェル部材は超音波を透過させるのに十分硬くなければならない。 ソフトプラスチック 透過エネルギー 確実に。 シェル壁の厚さは、溶接領域の...
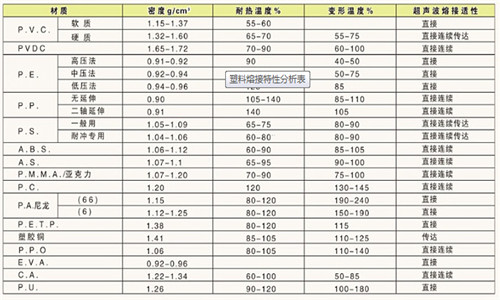
超音波溶接の一般的な誤解 1. ワークピースの誤った材料溶接工作物の材料には超音波溶接が必要です。 すべての材料が溶接できるわけではありませんどんな材料も溶接できると思います。 この 誤解されている。 いくつかの材料をよく溶接することができる、いくつかは溶接され、いくつかは融合していない。 同じ材料間の融点は同じであり、原則としてそれが溶接され得る。 しかし、 の場合 の場合溶接されたワークピースの融点は です。 350 度、超音波には適していません。 おそらくおもちゃ超音波はワークピース分子を瞬間的に溶融している、判断は基に基づいている。1-3 秒、そして溶接はそうではありません。 その他の溶接プロセス ホットプレート溶接装置、ロータリー溶接機、振動摩擦溶接などの選択される。 超音波にはどのような材料が適していますか? 一般的に言って、ABSの素材は溶接が最も簡単です。融点は低く、硬度は...

超音波アプリケーションは日中のランニングの組み立てを含んだ。 透明なプラスチックレンズを気密にプラスチック体に溶接する必要がありました。 複素3D形状とクラスA面は溶接に挑戦した。 お客様はまた でも 費用効率の高いシステムを必要としていました。さまざまな車のための多くの変種に対応します。 に 問題を解決し、技術者はコンポジットを開発しました。ソノトロード2つに分離されていますA キャリアブロック Sonotrode そして個別に個別にねじ込み チップ。 各チップはレンズに合うように異なる高さです。 に 正しい振動を保証します。ソノトロード FEA FEA の助けを借りて設計されました正しい頻度、アイドリングパワーおよび 振幅のために調整されました。 さらに、各チップはスタンドアロンのように設計され、製造され、そして調整されました。 ヒントには、さまざまな干渉のための特徴が含まれます。 イ...

もう1つの超音波アプリケーションが関与したボンディング 圧力バランスポンプ ハウジング。 ハウジングはガラス繊維強化 ポリフェニレン 硫化物 (PPS)。 膜はポリエステルまたは ポリカーボネートからなる。 顧客は高価なものを置き換えたかった費用の少ない膜を有する単一膜 この 要求の厳しいアプリケーションでした3つの連続した超音波処理工程が必要でした。•膜を打ち抜き、それをキャップに溶接する(35 キロヘルツ)。 •キャップを保護カバーで提供する(35 キロヘルツ)。 •ケーシングへの完全なキャップを溶接する(20 キロヘルツ) 新しく開発された超音波ツールシステムMPW、そのためのものです。 それはロール上の膜テープを使用して同時にパンチしてシールし、お金と時間を節約します。 この また、膜が正しく配置されているかどうかを確認するために追加の光学走査の必要性を排除する。 パンチと溶接モジ...

あるアプリケーションでは、超音波は溶接を担当していました アルミニウムコーティング エンジン用断熱パネル コンパートメント 材料の組み合わせは キラーでした: アルミニウムコーティング ポリウレタン (PU) 吸音マットは グラスファイバー に接着する必要がありました強化ポリプロピレン (PP) パネル。 もし それは そうではありませんでした 十分な挑戦があったので、6つの異なる部品を 溶接する必要がありました。 これ アプリケーションは、 コンポーネント を永続的かつ安全に結合するための真の課題でした。接着剤 だろう コストの考慮と 材料の組み合わせのために機能しません。 クランプ要素またはネジは危険すぎました。 理由 彼ら できた 緩む 中 モーター 操作。 レーザー溶接、赤外線溶接、振動溶接など、他のどの熱接合方法も 適切ではありませんでした。 ハンドヘルド超音波溶接機を使用した初...
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








