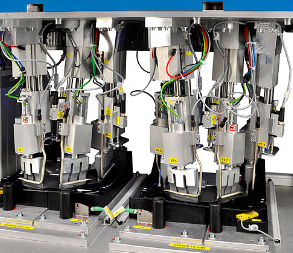
縮小の効果 製品と多数のバージョンの成長 ベクターイラスト CLIPARTO 特に自動車産業では、製品、特に製造業者がより柔軟な組み立てを探しています。 今日の 要件には、柔軟性とフロアスペースの最大化とツール変更設定の最小化が含まれます。 最新の開発は、複数のプラスチックの組み立て用のロボット工学を組み込んだ柔軟な超音波溶接セルである。 この 時間がかかるための必要性を排除やツール 変更。
その重要な機能の1つ 組み立て 解決策は6軸の通りです ロボット この コンポーネントは、ARMの末尾の長さに限定されます。荷重と溶接力が考慮されます。サイジング ロボット..
2番目の主な機能は特別に設計されたものです。 2つの異なるものを利用して、溶接ヘッド(UP 4) 溶接ソノトロード ツールなしでさまざまな溶接操作に対応する。
ロボットアームに容易に軽量のコンパクトな超音波アクチュエータを取り付けることができ、したがってよく適しています。高速および低エネルギー プラスチックの結合 。 プリロード アクチュエータの空気圧シリンダーは時間を節約します。 - 1~1秒間溶接 地点 この 多くの溶接があるアプリケーションで特に顕著です。
ロボットは状況で利用されています1つのより大きなプラスチックに対していくつかの同一の溶接スポットを実行しなければならない。 ロボットセルは、非常に低いカウントと高変種で最高の柔軟性を提供します。 しかしながら、ロボットはステップバイステップを段階的に実行する。 前にロードされた コンセプト、 Sonotrode UP / ダウンします旅行時間を短縮し、ロボットの生産性が向上します。 サイクルタイムが短くなっても、達成された溶接プロセスは申し訳ありません。
再現性の高い溶接プロセスのうち、溶接距離はロボット自体によってだけでなく、アクチュエータによっても移動してはならない。 それ以外の場合は、溶接終了位置に到達した後、ロボット 次のような値でホームポジション圧力を適用する必要があります。ホールドタイム (超音波 オフ) しかし、これはできません 必要な精度で実現され、ロボット運動シーケンスの詳細なプログラミング(超音波なし位置) 義務付けられています。 解決策は常にアクチュエータを統合することです。計画オートメーション コンセプト。 このようにして、反復可能な溶接プロセスを保証することができる。 ベクターイラスト そして凝固します。
プレロードされた 技術が空気圧でロボットを引き起こします。プレロード 旅行の超音波ユニット 溶接領域、したがって、接合中のアクチュエータの空気圧駆動シリンダを加圧する。 超音波発生器はロボットから外部トリガ信号を受信するようになりました。 ロボット運動のプログラムされた終了座標に達するとすぐに、溶接プロセス制御によって監視された超音波システムの溶接プロセスが行われる。トリガプロセス、超音波溶接、ホールド。 ホールドタイムの有効期限が切れた後、ロボットは準備ができている信号を受信し、 Sonotrode 次の溶接部に直接移動する前に、数ミリメートルずつコンポーネントから外れます。 持ち上がる段階で、アクチュエータはプレロードされている。端 地図。 溶接プロセスコントローラはありません。
他の重要な構成要素はA CNC コントローラ。これはすべての溶接プロセスと ロボットとインタフェースを制御します。 個別の最適化された溶接プログラムを各溶接位置に対して確立することができ、異なる力または振幅を使用して、異なる力を使用して個体を設定することができます。溶接プロセス制御窓。
コントローラにはイーサネットポートが装備されており、インターフェース植物ネットワークやオフサイトで直接QC 部門 Via リモート用のワールドワイドウェブ診断。 この また、ユーザーは閉ループを提供する溶接プロセスパラメータを監視および変更することもできます。データ収集と部品トラッキング。
連絡先: .
一般マネージャー:ミス ドリス Zheng
ビジネス 携帯電話:0086-13706501797 .
whatsapp:0086-13706501797 .
Eメール:altra8@altrasonic.com

 日本語
日本語









 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District








