
 日本語
日本語










スポット溶接 A. 溶接目的を達成するために、圧接ワイヤを予め設計する必要はない。 B. 比較的大きな加工物、溶接線を設計するのは簡単ではありません。スプリットポイント同時に複数の点でスポット溶接することができる溶接効果を達成するための溶接。 切断とシーリング超音波瞬間振動の作業原理を使用して化学繊維織物を切断すると、その利点は滑らかで清潔で、ひび割れや 綺麗です。 高周波 超音波は2つの概念です。 高周波 より高い周波数の電磁波を指す。 100kHz、超音波とは周波数が高い音波を指します。 20 KHZ 高周波 の溶接原理と溶接原理波も超音波とは異なる。 高周波 波使用高周波 材料の内部分子を互いに衝突させるための電磁界は、溶接および溶接の目的を達成するために高温を発生させる。 超音波は、摩擦発熱の原理を使用して大量の熱を発生させます。 に 溶接および 溶接の目的を達成する。 溶接方法超...

超音波溶接のはんだ接合部 。 高い接合強度と資格表面があります。 表面上のはんだ接合部の端部の明らかな押出ピットと突起に加えて、注意 ソノトロードと接触しているはんだ接合部の表面状態に支払われる。 、亀裂と部分 絶縁 されていません。 したがって、超音波溶接形態の選択、ジョイント設計および溶接パラメータ選択は非常に重要である。 超音波のプロセス特性: . 1) 同じ金属材料の溶接、特に高い導電率および高い熱伝導率を有する材料(そのような金、銀、銅、アルミニウムなど)の溶接には、溶接することができる広範囲の材料を使用することができる。そしていくつかの耐火金属、そして異なる特性にも異なる特性に使用することができる。(熱伝導、硬度、融点など)、金属および非金属、プラスチックなどが実現することができる。厚さの大きな違いや 多層のような特別な構造の溶接 ホイル.... 2) .溶接は励磁されていない...
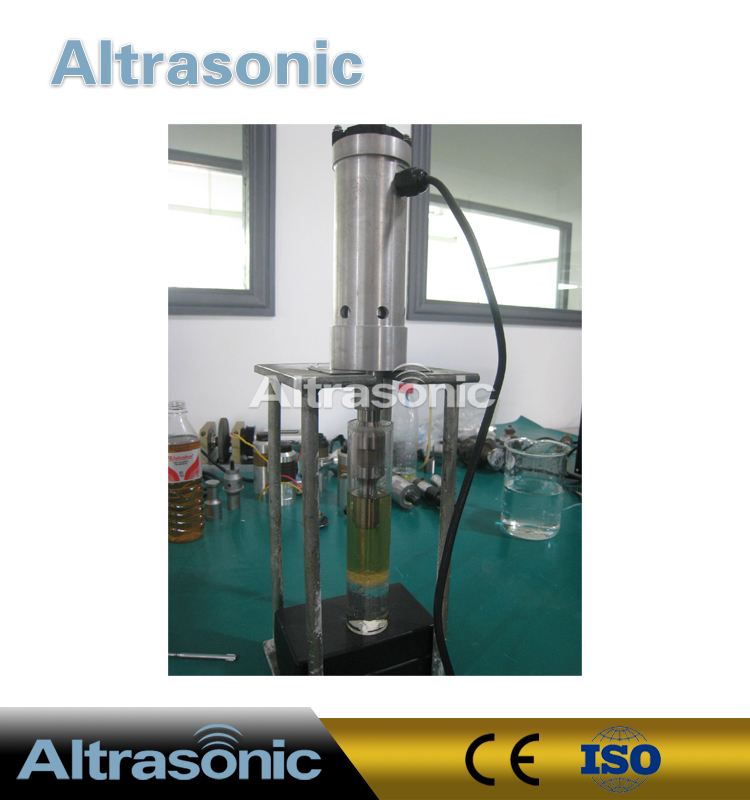
超音波セルクラッシャーの適用範囲はますます広範囲になりつつあり、継続的に改善され改善されている様々な新規な超音波セルクラッシャーが、市場に参加してきた昔ながらの機器を交換しています。 過去10年間で、超音波セルクラッシャーは2つの側面で発達しています。 1つはさまざまな種類のマルチシリンダーです。あるいはトランスミッションチェーンまたは昇降超音波セルクラッシャー生産ラインがマーケットに置かれています。 二つ目は低頻度の展開です。超音波セルクラッシャー - 高周波 超音波セルクラッシャー .米国、日本、ヨーロッパ、そして アジア太平洋地域マーケット、合計 マルチシリンダー超音波セルクラッシャーは、最大50%の大きな増加を示しています。合計、および マルチステーション 粉砕機もより多くに上昇している半自動、全自動伝送チェーンまたはリフティング超音波セル 40% の合計。 超音波セル粉砕機は、主...
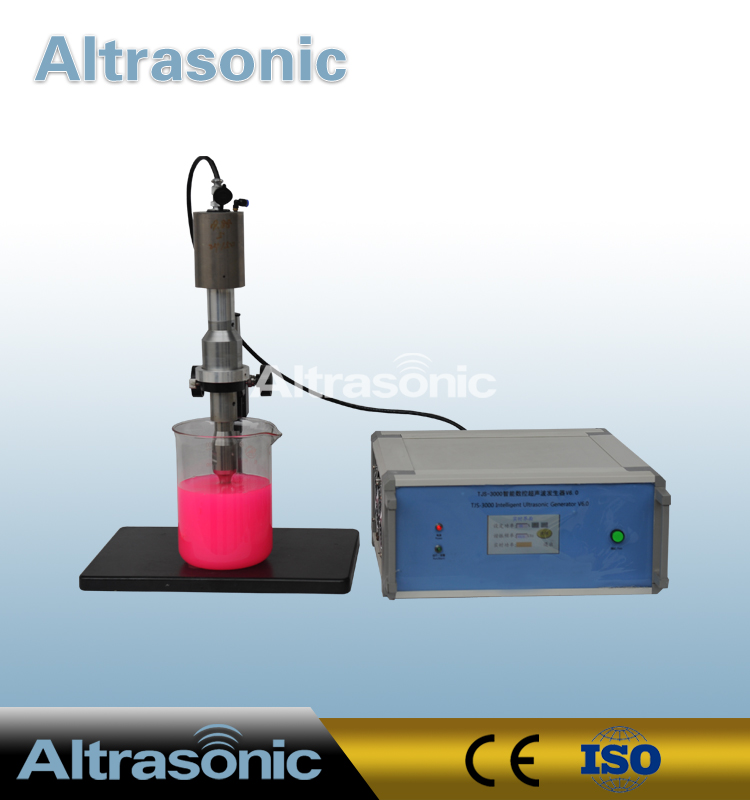
超音波セルクラッシャーは、液体中の超音波の分散効果を用いて液体にキャビテーションを生じさせることにより、液体中の固体粒子または細胞組織を破壊する。 超音波セルクラッシャーは、材料内の一種の弾性機械波である。 それは変動の一形態であるので、人体の生理学的および病理学的情報を診断するために使用することができる。 同時に、それはエネルギーです。 その後 のとき特定の用量の超音波が生物内で伝達され、それらの間の相互作用生物の機能と構造を変えることができ、すなわち超音波の生物学的効果を引き起こす可能性がある。 細胞に対する超音波セル粉砕機の影響は、主に熱を含む。キャビテーション そして機械的 効果。 熱効果は の場合、 超音波は媒体中で伝播する、摩擦力は超音波によって引き起こされる分子振動を妨げ、それはエネルギーの一部を局所的な温熱療法(42-43℃)に変換する。正常組織の臨界致死温度は45.7℃で...

1. 溶接方法: 超音波で振動する溶接ヘッド中程度の圧力下の周波数は、2つのプラスチックの関節表面を摩擦熱を発生させ、溶融させて接合する。 溶接強度は本体のそれと同等のものである。 適切な工作物および合理的なインターフェースは。 設計は水密で気密になり、補助製品の使用による不便を避け、効率的かつ洗浄しています。 2 リベッピング方法: 超音波で溶接ヘッドを押す超高周波数振動プラスチック製品の突出先端を瞬時に加熱してリベット形状に溶融させるために、異なる材料の材料が機械的にリベットされている。 3。 . 移植: 溶接ヘッドと適切な圧力、金属部品 (こんなもの、ネジなど)の助けがあります。即座に予約されているプラスチック穴に絞り、ある程度の上に固定されています。 完了後、張力とトルクは伝統的な動力の強さに匹敵する可能性があります。成形は、射出成形型の損傷の欠点と遅いものを回避できます。 4...

溶接構造は使用のための特定の要求を満たさなければならず、それは材料選択および溶接法のための重要な基礎である。 溶接構造の製造技術者および技術者は、溶接の基本的な特徴を理解しなければならない。 リベット構造と比較して、溶接構造は以下の利点を有する。 1. リベットジョイントと比較して、溶接継手の耐荷重能力は強いです。 例、一般的に高品質 溶接された継手は基材と同じくらい強くなり、リベット継手は構造的に基づいて基材と同じ強度を持つことが困難である。 2 溶接構造は良好な水密性と気密性を持ち、リベット構造は信頼性の高い水密さと気密性が保証されています。 溶接構造は、水密さと気密性の要件を備えた理想的な構造であり、圧力容器、船、貯蔵などの構造で広く使用されています。 3。 .材料を節約し、構造を減らす。 溶接構造は、リベット仕上げ構造内のリベットとカバープレートを必要とせず、材料の消費量と部品数を...

溶接可能なプラスチックは通常、PE、PP、ナイロン、および PETのような材料を含む。 現在、プラスチック溶接方法では、より超音波溶接、摩擦溶接、振動溶着、レーザー溶接、誘導溶接、高周波溶接、熱風溶接、ホットプレートを使用しています。 より良い、しか適していません。 これらの利点と欠点溶接方法を以下に記載する。 超音波溶接の特性は、熱が溶接部に集中しているだけであり、溶接がしっかりしている。 プラスチックの極性に関係なく、加熱され溶融されるほとんどすべてのプラスチックフィルムを超音波によって溶接することができ、これは溶接硬質フィルム材料に特に適している。 摩擦の利点: .高生産性、自動化と 機械化を実現しやすい。 その後 のとき1つの材料で溶接すると、関節性能が良い、機器は簡単で、操作が便利です。 摩擦溶接技術は広範囲の用途を有し、自動車の車軸シャフト、バルブ、エアバッグ、ターボチャージャ...

超音波溶接機の作業強度は一体成形の強度に達することはできませんが、ワンピース成形の強さに近づくと言えば、その溶接強度の要求基準は協力に頼らなければなりません。 。 なんて これらの 協力? . おそらくおもちゃ超音波溶接の操作には2つの状況があるでしょう。 1. 高熱エネルギーがプラスチックの表面に直接触れます。 2 振動伝達。 その後 のとき超音波振動はプラスチック製品に作用し、製品の表面が燃えやすい。 厚さのプラスチックポストや穴が少ない 1M / M以上クラッキングも起こりやすい。 この 超音波溶接機の運転の前提条件であり、必然的です。 の。 一方、超音波出力エネルギー (伸張及びホーン上型)の欠如のために、 【課題伸張】【排出口及びホーン上型)は、融合に時間がかかる。振動および摩擦エネルギーは熱エネルギーに変換され、出力の欠如を補うために熱エネルギーを蓄積する。 この 種類の溶接方...
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








