
 日本語
日本語









スマートカードを作業する 企業スマートカードは企業のセキュリティを向上させますか? スマートカードは、従業員が駐車場、建物、コンピュータ、およびネットワークへのアクセスのためのデジタル認証情報を運ぶことができる安全で便利なフォーム要因を提供します。 確かに、従業員が物理的および論理的なアクセス資格情報の両方を運ぶ能力は、単一のカードに提供することができます。 スマートカードの重要性を追加すると、同じカードは従業員の写真の識別、そして潜在的には多数のアプリケーション... まとめ 企業が検討を開始するための時間が来ました スマートカードはセキュリティを向上させるために使用できます。 環境。 スマートカードは、従業員が駐車場、建物、コンピュータ、およびネットワークへのアクセスのためのデジタル認証情報を運ぶことができる安全で便利なフォーム要因を提供します。 確かに、従業員が物理的および論理的なア...
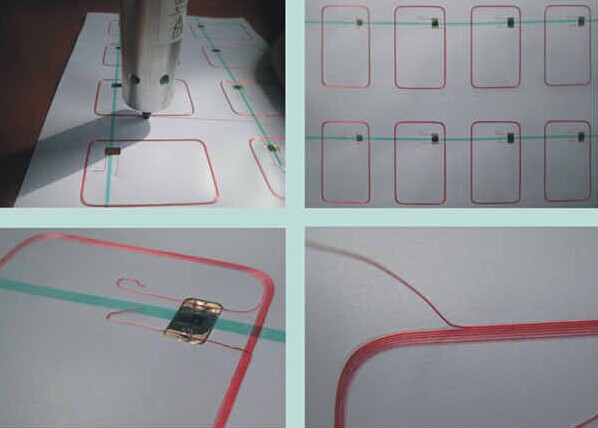
how 超音波カッター作業?音は、空気、水、および のような媒体を通して伝わる振動です。 超音波は 「聞こえない」、頻度は一般的に20 KHz。 A 20-KHz 周波数は、ある媒体が20,000回振動することを意味します 第二。 超音波カッターはそのブレードを振幅10の振動させます。 - 70 μM 縦方向に。 振動は微視的なので、 はできません。できません 見てください。 移動は20,000 - - 40,000回 あたり 第二次(20 - 40 kHz) おそらくおもちゃこの動きのうち、超音波カッターは容易に樹脂、ゴムを切ることができる。不織布布、フィルム、さまざまな製品が重ねられている複合材料と。 超音波カッターはA 「トランスデューサー」からなる。それは振動とその 「発振器」を生成します。それは トランスデューサーを駆動します。 トランスデューサーには圧電素子が用いられている。 ...

超音波溶接が特に適しています。 のために医療機器の組み立て超音波溶接は医療機器の組み立てに特に適しています。それはデバイス材料を使います接合部を作り出すために、その接着剤を排除する。 高速で清潔で効率的で再現可能なプロセスで、超音波溶接は多くのプラスチック部品のために多くのプラスチック部品を接合するのに理想的です。 に 入手 これらの しかしながら、エンジニアはAを選択しなければならない。材料、ジョイントを設計し、備品を開発し、溶接プロセスを最適化し、そして最後にコントロールします。 超音波溶接は高周波を用いて熱可塑性部品を接合する振動 (通常20~40 Kilhertz) 部品の接合部で材料を溶かします。 1960年代の特許取得済みの超音波溶接以降アプリケーションで使用するために洗練されています。 関連プロセスには、超音波ステーク、スエッグ、スポット溶接があります 多くの熱可塑性樹脂、両...
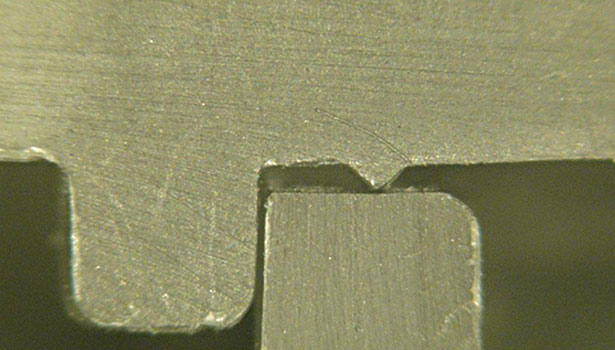
プラスチック部品の超音波溶接のためのロバストジョイント設計超音波溶接の概念は単純であるが、堅牢な関節を設計し、効果的な溶接プロセスを開発するプロセスはかなり複雑になる可能性がある。 典型的には、それは公称関節設計、巣およびホーン設計、および溶接面で公称振動振幅を得るためのエネルギーカプラ利得から始まる。 次に、このプロセスは、ジョイントの形状を適応させ、溶接プロセスパラメータ (エネルギー利得、エネルギー、エネルギー包絡線、圧力、圧力、およびそれらの期間)を最適化する。 に 良好な溶接を作成すると、部品は完成した溶接部と比較して比較的小さい面積にわたって初期接触をする必要があります。 この 超音波振動が適用された後すぐに溶融の開始を許可する。 小さい初期連絡先を作成するための2つの一般的なアプローチがあります。 An エネルギーディレクター 関節とせん断。 エネルギーディレクターは、上部の...

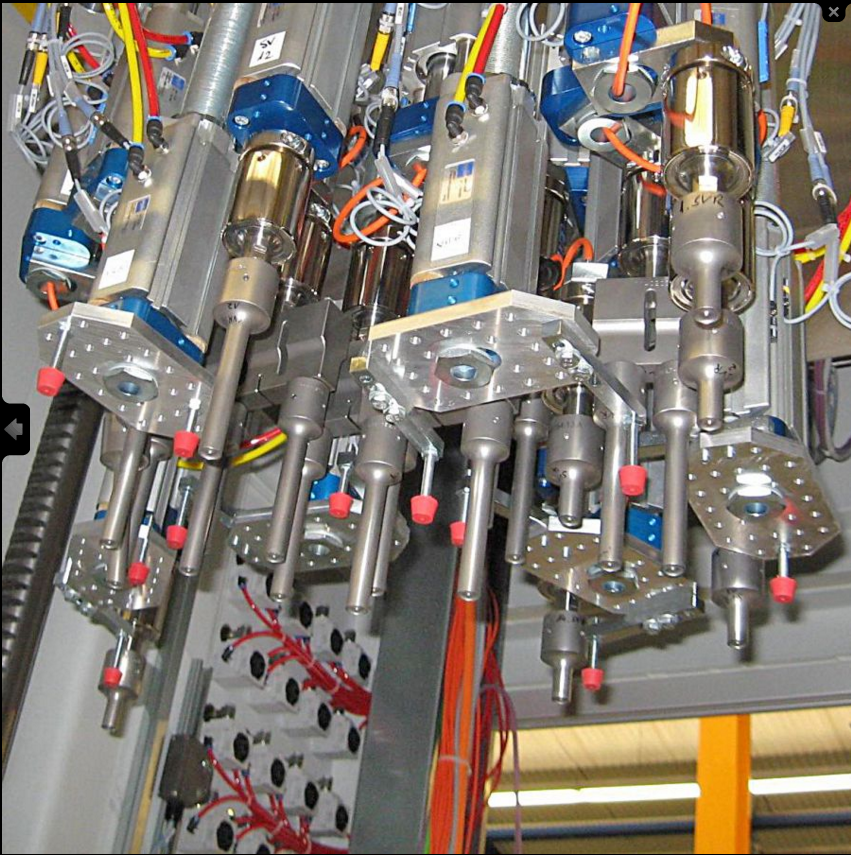
超音波溶接 オン マウサーマルチオキシス 機械プラスチックの超音波ロボット溶接は近年増加していません。サプライヤー。 彼ら 2つの理由があります。 多くの エンドユーザー .より大きな部品のためのロボットに作動システムを使用するのを好む スタックが重すぎて遅くなります。ロボットの腕が多すぎる、私たちは6軸ロボットの衰退を見ました統合 15- または 20-kilohertz システム 製造業者は、ライタースタックを備えたロボットを使用することを好むようです。35- または 40-kiloertz システムロボットに関するもう一つの問題はそれです。それらのお母さん一般的にバックラッシュや偏向を生じます。 さらに、ロボットの動きは、必要なものに必要なダイナミックフォロースルーを生み出すのが困難です。超音波 溶接。 その結果、ロボットは超音波スポット溶接やステーキングに最適です。 従来の溶接また...

超音波溶接のためのより多くの制御 超音波プラスチック溶接のための最新技術はより良いプロセス制御とより多くの部品の変動を処理するためのツールを提供します アロット 0.5 0.5 第二に、特にアセンブリの世界で。 1つ以上のリベットを同時に挿入することができます。 接着剤の複数のビーズがあります 省略しました。 と 2つの熱可塑性片を使用可能なものに超音波溶接することができます。 30年、超音波溶接は、非晶質または 半結晶性で作られた部品を組み立てるための一般的な方法でした。熱可塑性樹脂または熱可塑性。 超音波溶接は、振動によって部品を接合する摩擦溶接の一形態です。 各 その他 全ての超音波溶接機は電源(発電機)、コンピュータコントローラ、アクチュエータ動画(空気圧シリンダまたは サーボ駆動駆動)、トランスデューサ、ブースター、および SONOTRODE ホーン トランスデューサ、ブースター...
高周波 用意された超音波溶接システム ミニ 部製造業者は動作周波数を制御していないため、超音波を変更することによってのみ変更できます。 何年もの間、最も一般的なシステム周波数は20キロヘルツです。 そのためもはや ケース。 現在のところより多くの顧客が使用しています 15-kilohertz システム なんて から 彼ら より大きな溶接する必要があります。 Altrasonic できる オファー 15- 20-kilohertz 空気圧またはサーボアクチュエータと4,800ワットのシステム Generator-ITS 最も大きい 有限要素分析は、より大きな部品を溶接するためのより良い角を設計するのを助けますしかし、実際に話す ホーンではありません。 10×8 インチ。 高周波 30-、 35 - のシステム 40-kilohertz 小型、繊細なものに使用し続ける。 Altrasonic ...

超音波技術は機械の硬質材料を助けます 医学の用途、検査、部品の清掃とは異なり超音波 (HIGH サウンド) 波が直接適用され、超音波加工はA 金属製作所超音波技術によって促進されるプロセス。 プロセス超音波技術によって作動されたダイヤモンドのコーティングされた粉砕、つまらないまたは粉砕ツールを使用し、それは20kHzまたは20,000回の頻度の頻度でワークピースに影響を与える可能性がある。 第二。 その結果、セラミック、ガラス、シリコン、グラファイト、複合材料、貴重な石材などの脆性材料を機械加工できるシステムが得られます。 ますます、作品から作られています 「先進 資料」 医療、自動車、航空宇宙、光学系で指定されています。 それは の特性です LAW 重量、化学的および熱安定性および摩耗抵抗性 - その それらの デザインに魅力的なエンジニア。 しかし、これらの組成を作る非常に特性選択され...
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








