
 日本語
日本語









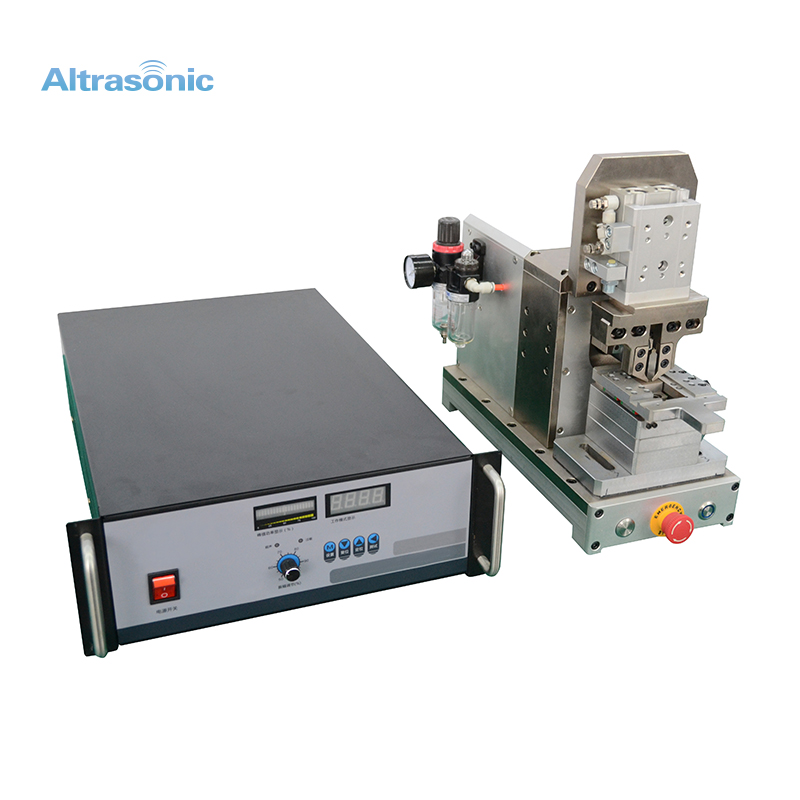
1. 原理超音メタル溶接機 高周波 2つの金属表面に透過するための振動波。 圧力下で、2つの金属表面がこする 分子間の融合を形成するために互いに互いに。 その利点は速い速度、省エネルギー、高い融合強度、良好な電気伝導性、火花なし、そして寒さに近い。 不利な点は、溶接された金属部品が厚すぎることができないこと(一般的に 5mm以下)、はんだ接合部。大きすぎて求められない。 2 溶接 利点: . 1) 溶接材料は溶けないため、金属の損傷が容易ではありません。 2) .導電率は溶接後に良好であり、抵抗率は非常に低いかほぼゼロです。 3) 溶接金の表面の低い要求。 酸化または電気めっきを用いることができる。 4) はんだ付け時間は短く、フラックス、ガス、またははんだが必要です。 5) 非スパーク 溶接、環境保護および 安全。 3。 .超音波金属溶接機の適用製品マシン: 1) ニッケルメッシュとニッ...

1. 溶接方法: 超音波で振動する溶接ヘッド中程度の圧力下の周波数は、2つのプラスチックの関節面を摩擦熱を発生させ、瞬間的に溶融させる。 溶接強度は本体のそれと同等のものである。 適切な工作物および合理的なインターフェースは。 設計は水密で気密になり、補助製品の使用による不便を避け、効率的かつ洗浄しています。 2 リベット溶接方法: 超音波の溶接ヘッドを押す超高周波数振動プラスチック製品の突出先端を瞬時に加熱してリベット形状に溶融させるための周波数の振動によって、異なる材料の材料が機械的にリベットされている。 3。 . 移植: 溶接ヘッドと適切な圧力の伝播と、金属部品(そのようなもの、ネジ、 など) 即座に予約されているプラスチック穴に絞り、ある程度の上に固定されています。 完了後、張力とトルクは伝統的な動力の強さに匹敵する可能性があります。成形は、射出成形型の損傷の欠点と遅いものを回...

その後 のとき超音波は熱可塑性塑性接触面に作用し、それは数万の高周波を生成する振動 第二。 この 高周波 ある振幅を有する振動は、上部の溶接領域に超音波エネルギーを伝達する。 おそらくおもちゃ溶接面積は、溶接界面での音響抵抗が大きいため、局所的な高温が発生する。 さらに、プラスチックの熱伝導率が低いため、 しばらく時間内に分布し、それは溶接領域内に収集し、2つのプラスチックの接触面を急速に溶融させ、そしてある圧力が加えられた後。合併します超音波停止後、圧力を数秒間継続して凝固させて形状とし、溶接目的を達成するために強い分子鎖が形成され、溶接強度が原料の強度に近づくことができる。 。 超音波プラスチック溶接の品質は3つによって異なります。 トランスデューサの振幅 溶接ヘッド、印加圧力および溶接。 溶接時間および溶接ヘッド圧を調整することができ、振幅はトランスデューサおよび振幅によって決定され...

超音波切断は、特別に切断に使用される一種の超音波装置であり、それは超音波の重要なカテゴリーの1つです。 超音波切断は、超音波の作用を通して、砥石刃を半径方向に瞬間的な伸縮振動を発生させ、それは非常に短い加速度での砥粒と加工物の間の繰り返し衝突を引き起こす可能性がある。 超音波切断の原理は、繁殖とはまったく異なります。 超音波切断は、超音波のエネルギーを使用してカットする材料の一部を加熱して溶融させて材料を切断する目的を達成する。 伝統的な切断と超音波打抜きの違い: 伝統的な切断は鋭い端を持つナイフを使用してください。カットする材料。 圧力を最先端に集中させ、圧力は非常に大きく、カットされている材料のせん断強度を超え、材料の分子結合が引き下げられ、 カットされます。 超音波カットは、加工のための波エネルギーを使用する装置である。 最大の機能は、伝統的な刃を使用しないことです。 以来 材料は強...
超音波トランスデューサは超音波の中心です。 と 機械的および電気機器は特に重要です。 高周波の高電圧電源の箱を高周波機械的振動に送ります。最大の電力出力は複数のキロワットに達する可能性があるため、機械運転性能の安定性と電力出力も非常に重要です。全体の値を反映することです。 そのキーはどのくらいです超音波トランスデューサを検出するための方法: 1、パラメータ を検出する。 電気ボックスマッチングパラメータを備えたパラメータ検出トランスデューサは、理想を達成できる場合。 2、その製造技術と外観から採用: それは直接製品の品質、技術、そして良い製品品質の外観に注意を払う技術を直接反映しています(絶対的なものではありません)。 と 設計プロセスは製品の品質に直接影響します。 3、そのプロセス設計および材料の使用に従って採用: しかし、この資料を変換する必要性は理解と豊かな経験です。 デザイン ...
その後 のとき液体中の分圧は減少し、蒸気またはガスキャビティの形成、現像および崩壊のプロセス(キャビテーション)液体中または 液体固体インターフェースが呼ばれます キャビテーション 特に液体の内側の低圧領域で発生する液体に固有の現象です。 キャビテーション 伝統的な意味では、3段の発生、現像および消失を含む、液体と蒸気の相変化プロセスです。 発生段は、騒音が大きいことを伴う「キャビテーション」と呼ばれている。 消えている段階は、巨大な圧力と熱エネルギーを放出する「キャビテーション 崩壊」と呼ばれ、材料が損傷する可能性があります。さまざまな工業用プロジェクト誕生と崩壊の間ではキャビテーションの段階です。主にキャビテーションの動きを妨げる「キャビテーション」と呼ばれる開発。推力の低下、部品の振動などなどの力や変更は、大きさによっても抗力を減らし、抗力係数を減らすことができる。 超音波 キャビテ...
電力とは、時刻単位でオブジェクトによって行われる作業の量、すなわち電力はその速度を説明する物理的な量です。 作業量は一定で、時間が短くなり、電力が大きい。 電源を見つけるための式は次のとおりです。 電源 = WORK / 時間。 電力は、 の速度を特徴付ける物理量です。 作業は おん単位時間は電源と呼ばれ、 P. 超音波電力音波伝送の過程で、 の場合音波は元の静的媒体に伝播し、中粒子は平衡位置付近で前後に振動し、その結果、媒体中の圧縮および膨張が生じる。 音波が媒体に振動運動エネルギーと変形可能性が得られると考えることができる。 音波外乱による媒体によって得られる音響エネルギーは、振動の運動エネルギーと電位エネルギーの合計である。 媒体中の音波の伝播は、 エネルギーの伝播を伴う。 小さなボリューム要素を取ります(DV) 音場では、媒体の元の音量がVoであるとし、圧力はPo、密度はρ0です。...
使い捨て 非編まれていないファブリックは広く使われています。 のかどうかそれは包装された滅菌手術用ドレープキットまたは個人用保護具です(このようなもの このような 外科用キャップと N95 マスク、作業服、スクラブ、足カバー)、使い捨て 不織布ファブリックは効果的な と .安く抗微生物 と汚染 彼らの 汎用性は、保護カバーとおむつ、下着、使い捨てのフィルターからの保護カバーやパッドから、衛生的および吸収性製品を含む他の多くの製品に及びます。 上記の製品はすべてシームレス溶接によって作られています。 材料 超音波シームレス溶接技術は、不織布の数の急速な成長を促進する上で重要な役割を果たしてきました。この市場における製品とその成長を促進する。 超音波溶接技術は、硬質プラスチック部品を溶接するために使用される超音波技術と同様である。摩擦熱を発生させるために工具を通る熱可塑性材料を通る機械的振動は...
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








