
 日本語
日本語









プラスチック製品の超音波溶接では、製品の上下のシェルの関節が位置ずれていることが非常に一般的な問題です。 なぜ製品が誤りのあるように見えるのですか? 製品自体、超音金型の構造、超音波のデバッグの設計上の問題がある。 しかし、一般的には製品良い位置決め機能が最も重要です。 その後 のとき転位は起こり、転位を改善するために超音素型を修正する方法は、 「救済」と言われる。 したがって、プラスチック製品構造の設計で最初に検討する必要があります。これらの 問題 明らかに。 良い位置づけ そのような機能を実装する: . 1. その後 のとき圧力が上下に加わると、製品の接合面は変形されないか、不整合されない。 2 その後 のとき横力が加えられ、上下のプラスチックボンディング面が逸脱しない。 通常、位置決めはこのように設計されています。凹凸形状、ダブルV溝形状、直線口にはリブ状または位置決めピンが設けられ...
超音波溶接機の金型は超音波エネルギーの一部です。 多くの超音波溶接機の表面には異なる治療法がある。 表面処理の最終的な効果は、金型耐摩耗性、耐食性、硬度の増加、および審美性を高めることである。 まず、超音波溶接機金型は主に鋼合金、アルミニウム合金、チタンを製造するために3種類の材料を用いている。 異なる材料の表面処理プロセスは異なります。 今日、私はあなたが超音素の表面処理プロセスと材料特性を学ぶことをあなたに導きます。 鋼 合金: 熱処理は硬度を向上させ、表面のニッケルメッキは防錆の役割とある程度の審美性を果たしています。 アルミ 合金: 通常の使用表面陽極酸化処理腐食を防止するために、特殊用途は硬質陽極酸化処理を用いて表面硬度を高め、腐食防止を防止する。 チタン 合金: 治療をする必要はありません。 それは腐食防止のお母さんです 資料 切断後、それは金属の質感を持ち、外観を増やすことが...
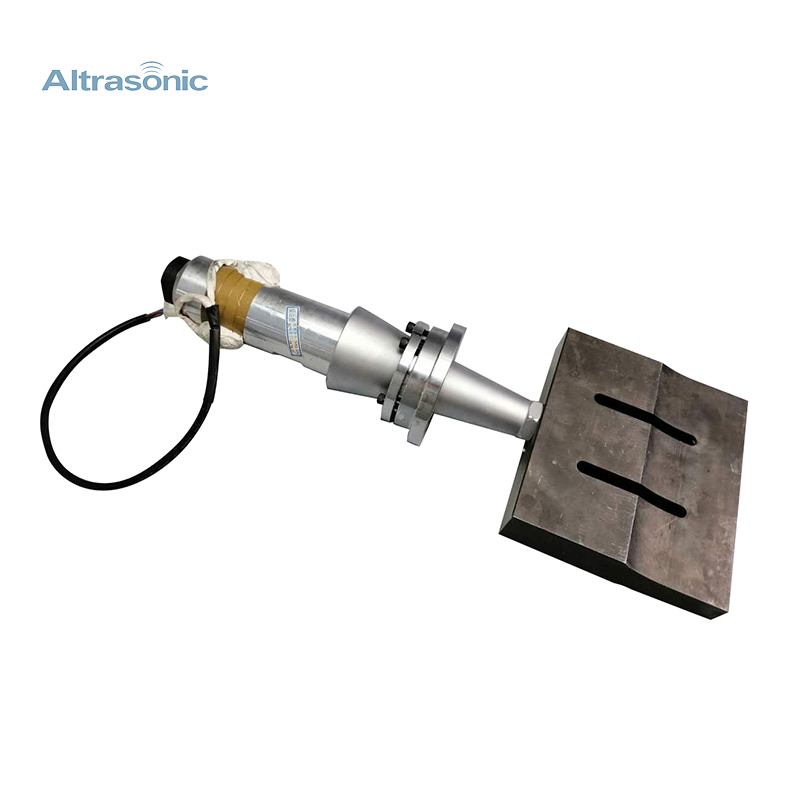
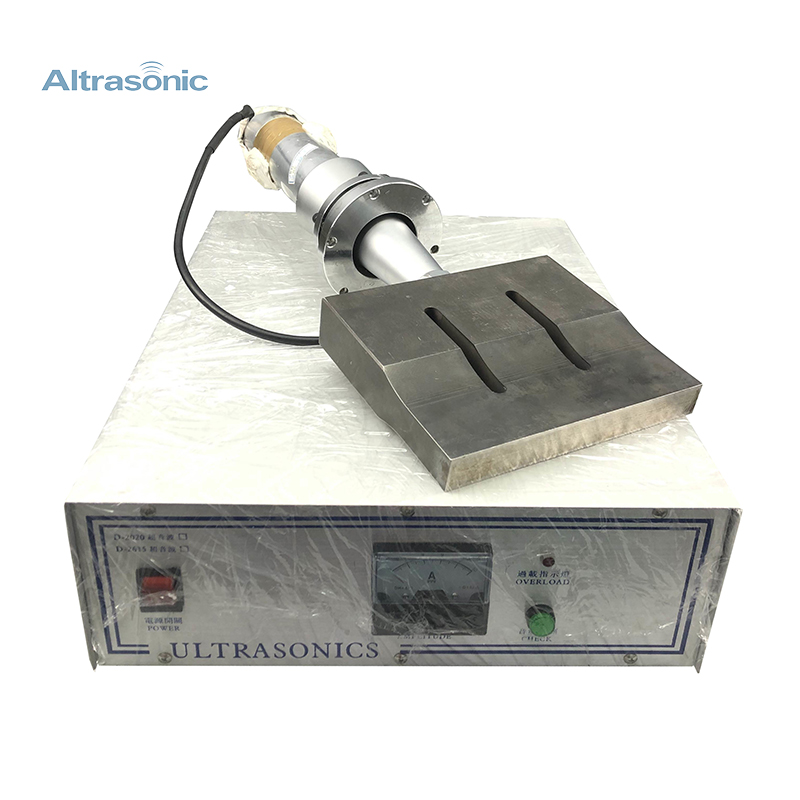
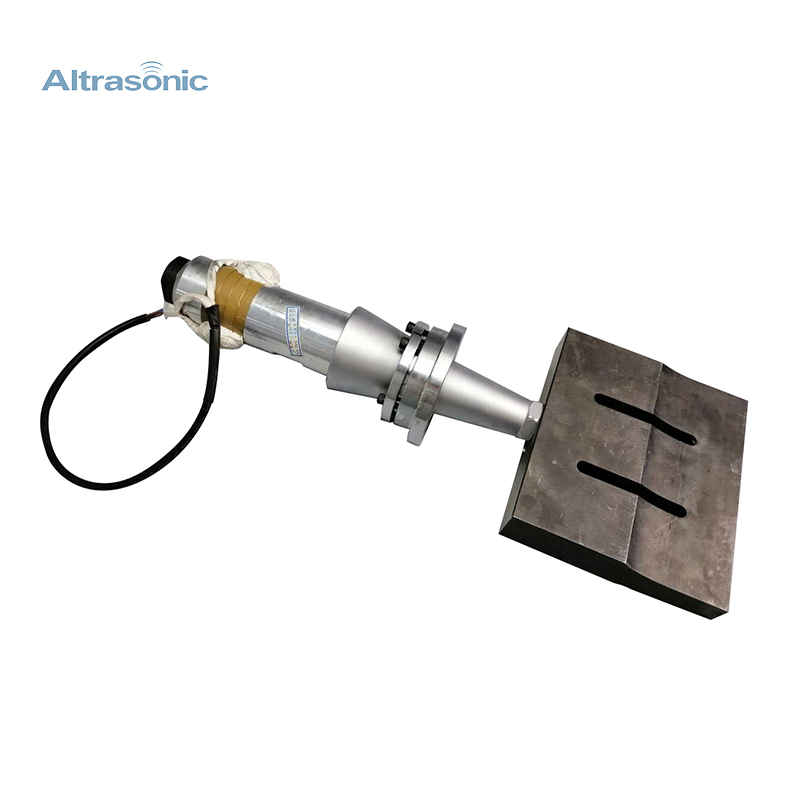
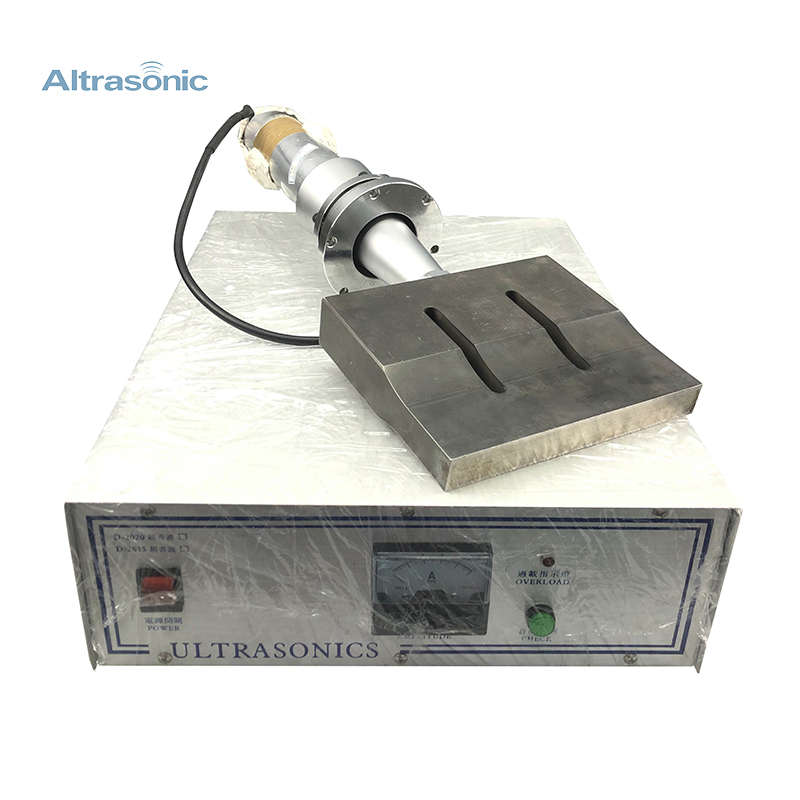
how 超音波を取り付けて調整するには? 私達 すべてに遭遇します超音波の交換 .編集者はあなたとの超音波溶接に関するいくつかの知識を共有します。 1. 金型を取り付けます 1. 最初にトランスデューサー(コーン)を拭いてください。(ホーン)そして、アルコールまたはガソリンとねじを接続してから、ヘッドスクリューを溶接する前にヘッドスクリューを溶接する前に、接続スクリュー、トランスデューサーおよびモールドを薄い層で塗ります。 注: トランスデューサの関節面と金型が損傷しているため、振動の伝達効率が低下するため、気にしてください。維持するために服用する。 2 4つの溶接ヘッドレベル調整ネジを締めてトランスデューサをその回転中に固定します。 3。 .金型を手でトランスデューサにねじ込むそれはできません 回転.. 4 金型を金型ロックレンチで締め付ける(程度 約300kg / トルク) このとき、...
なぜ超音波溶接があるのです溶接不安定? 私は溶接がしばらくの間普通であるとしますか? 超音波溶接の不安定な溶接のための多くの理由があります。 1. 電圧は安定しています。 2 空気圧は安定しています。 3。 .長期間の型の周波数偏差は不安定になる。 4 マシンは長い間使用されており、内部は着用されています。 5. .溶接材料は良くありません。 超音波電力は不安定であり、主に溶接電気機械ボックスとトランスデューサと電子の安定性に依存する。 そのような問題は使用の開始時に起こり、理由は次のとおりです。 1. デザインの力はそうではありません。 . 2 不合理なパラメータ 設定; 3。 .製品の溶接面および型の接触面は平坦ではない 4 溶接機の電源またはトランスデューサまたはデザインに問題がある。 5. .溶接が不十分です。 上記の問題は、通常の作業を開始してから数時間発生してください。チェック...
超音波溶接プロセスでは、製品の表面に瘢痕、刻み目、骨折、ひび割れがしばしばある。 この段階では、高効率、安全性、環境のために、超音波プラスチック溶接プロセスがすべての寿命に適用されています。 一方では、そのユニークな素材のために 超音波振動はプラスチック部品に作用し、製品の表面はスカルディングが起こりやすく、 1M / M内の薄いプラスチック製の柱や穴は非常に簡単です。 これらの 条件は超音波では避けられない。 一方、超音波スポット溶接機は、困難な溶接を修復するために用いられる。 したがって、このプロセスを克服するためには、電力出力(セグメント数)、溶接時間、動圧、その他の協調因子を考慮する必要がある。 how 超音波プラスチック溶接機の溶接製品の刻み目に対処するために? まず、圧力を下げ、遅延時間を短縮し、溶接を低減します。 参照媒体カバー (そのようなもの) バッグとして。 型表面処理...
1. 超音波出力電力の誤解超音波出力電力は、圧電セラミックシート、材料、設計の直径および厚さと同じである。 その後 のときトランスデューサは形作られ、最大電力も確定しています。 エネルギーを測定するのは複雑なプロセスです。 トランスデューサが大きいほど、回路で使用されるより多くの電力チューブが大きいほど、出力が大きい。 それはその振幅を正確に測定するために非常に複雑な振幅測定器を必要とする。 以来 ほとんどのユーザーは、販売スタッフの誤解を招くようになり、消費される電気エネルギーの量が出力超音波のサイズを反映していないことが間違っていることを消費者に間違った理解を与えました。 例では、生成された低い縦のエネルギーが生成されるが、電流消費は装置の効率が低いことだけを示すことができるが、電力は大きくない。 言う。 2 溶接原理の誤解長年超音波溶接に従事してきたかなりの数人の人は、超音波の伝染に...

超音波掘削および製粉機は、切断力を大幅に低減し、摩擦熱を低減し、寿命を高め、機械加工の表面粗さ値を低減することができる。 まず、穿孔および製粉工程では、工具ヘッドは常にワークピースと接触しているわけではなく、定期的な接触および分離で。 通常のパルス衝撃切削力は連続的な断面を交換する。 (または ワーク)定期的に強制振動が不規則に置き換えられます。 ワークの振動。 切断力の大部分は、 (または 工作物)の振動と動き(または 工作物)の動きから来ます。ジオメトリを満たすためにのみ設定されています。 第二に、振動掘削および製粉では、振動により実際の穿孔および粉砕速度が増加し、動的衝撃力が加工物に作用し、その結果作用力が集中し、瞬間切断力が集中する。増加し、それによって波を得る。 主要なせん断応力は、金属のプラスチック触媒作用に有益です。 塑性変形を低減することは抜群です。 この利点は、スーパーハ...
1. 溶接工作物の誤解のプロセス超音波エネルギーは瞬間的です。 溶接線 ポイントまたはラインであり、送信距離は超音波溶接に沿って行ってください。 それがプラスチック材料である限り、それほどそれほど多くの人々は、接合面はうまく溶接することができます、これは間違っています。 その後 のとき瞬間的なエネルギーが発生し、関節面積が大きく、エネルギー分散が大きく、溶接効果の悪い、または故障の超音波でさえも長手方向に伝播し、距離に比例し、長距離が大きくなります。 . 7.5 CM。 溶接線 0.3-0.8mm の間に制御されます最良の状態、そして工作物の壁の厚さ 2mm、そうでなければそれができません。 特に水と気が必要な製品のために、よく溶接されます。 2 工作物材料の誤解超音波溶接機は、工作物の材料が溶接されているという要求を有する。 すべての材料が溶接できるわけではありませんどんな材料も溶接...
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








