
 日本語
日本語










複合変換器のセラミック成分は、超音波洗浄のための電力要求に関連する高い機械的応力に耐えるために適切な引張強度を有することはめったにない。 セラミック要素の引張強度は機械的に補充することができる。プレストレス偏光方向に沿った要素。 プリストレス シングル、大型、中央ボルト、またはいくつかの小型の周辺に配置されたボルトをトランスデューサの設計に組み込むことによって導入される。 シングルセントラルボルトデザインは、わずかに高い効率を提供します。 多周辺ボルト設計であるが製造コストはより高くなる可能性があり、組み立てはより困難であり、物理的にはトランスデューサはかなり長くなる。 how 超音波トランスデューサーの仕事をします 超音波洗浄装置が操作される条件、 ベクターイラスト CLIPARTO 約30 MPA 通常、トランスデューサのセラミック成分を保護するのに十分です。 その一方で、 プレストレ...

その他多くのアプリケーションでは真実である。ピエゾ電気材料、複数のセラミック要素の組み立ては、単一のセラミックと比較して、超音波洗浄トランスデューサにおいてかなりの性能および製造上の利点を提供する。 最も効率的な操作を提供するために、製造を簡素化し、コストを削減するために、超音波電力用途を目的としたより複雑な変換器は、通常、圧電セラミック中心の圧電セラミック中心の複合材料(例えば、薄いリングまたはセラミックのディスク)の複合である。メタリックエンドまたは上下 液体荷重の下で、機械的品質係数、 QM 、Aのために十分に設計された コンポジットトランスデューサは 対応する 同等の単片セラミックトランスデューサの値、および金属部分による効率的な熱伝導は、トランスデューサのセラミック部分内のより低い動作温度を確実にするであろう。 カップリング係数kは、そのためにそれに近づくでしょう。セラミック ト...
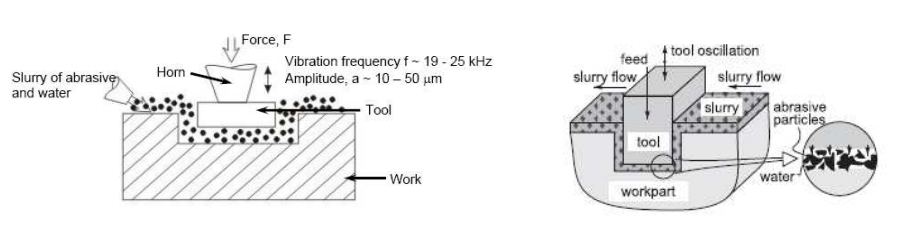
振動振幅曲線を以下に示す。 ノードに振動はありませんが、最大のストレスがあります。 ポイント。 加工効率は以下の要因によって決定される。 1) 工具の振動振幅 2) .ワークピースへの作業圧力 3) ワークピースに供給された研磨剤の状態小さすぎる圧力Aが小さすぎると、加工不良が悪くなります。 研磨剤は絶対に必要です。 少なすぎる、または多すぎると、効率が悪くなります。 工具の最後には研磨剤が存在しないため、加工はほとんど不可能で、ワークピースが壊れている可能性があります。 特に深い掘削の場合には、研磨機が掘削工具に到達できるように、工具を工具に沿って上下に動かす必要があります。...
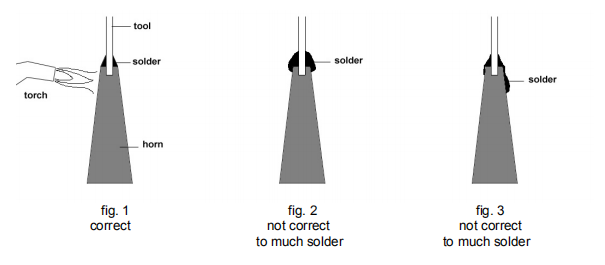
ドリル工具 ホーン 1. 小さなフラックスと銀はんだを塗る掘削工具の終わり。 2 穴あけツールをホーンの位置に入れ、磁束を接合します。 3。 .ガストーチとホーンを加熱する。銀はんだは両方のものをひねって接続します。 4 ツールやホーンの関節を正確に暖房させないでください。 5. . その後 のとき掘削工具は消費されます。 の間に消費されます掘削操作、古いツール 加熱により取り除いてから、新しい工具に交換してください。 1つまたは2つの 1.5 ホーンの近く、穴あけツールの上端付近のMMホールは、8 mmの大きな穴のコア穴あけに非常に効果的です。 グリットも入力しますドリル内の内側。 ツールをはんだ付けすることが重要です。ホーンは正しく、以下のものを参照してください。 最小のツールまで1.2 MMは高炭素鋼でできています。 工具の直径が大きくなるにつれて、加工効率が低下する。 したがって、...

定義: 超音波機械加工は 非伝統的な スラリーに含まれる研磨剤が駆動されるプロセス。低振幅で振動した工具による作業(25-100 ミクロン) そして高周波 (15-30 KHz)。 プロセス: 超音波加工は機械的な型です。加工工程 硬くて脆い材料とのマシンに採用されている(両方とも導電性および非導電性)。 。 。 40 HRC。 このプロセスは1950年代に最初に開発され、もともと仕上げのために使用されました。 表面 超音波加工では、超音波周波数で所望の形状の工具が振動します。( 19から25 KHZ。 15-50 の振幅で作業上のミクロン一般的に工具は送り力で押し下げられます。工具と作業の間に、機械加工ゾーンは一般的に水のベースの形で硬い研磨剤粒子であふれています。 工具が加工物を覆って振動すると、研磨粒子はそのように作用する。そして、作業と工具の両方の材料 。 砥粒粒子、そのままインデ...

プロセス機能 1. 機械作業部品が難しいことができます40 HRC 60 HRC 炭化物、セラミックス、タングステンガラス 従来の方法で機械加工する 2 許容範囲7ミクロンから25ミクロン 3。 . 76ミクロンまでの穴は穴の深さを掘削しています 51mm 達成されました穴の深さ 152mm ディープは特別なフラッシングによって達成されます。 4 アスペクト比40:1 達成されました 5. .線形材料除去率 -0.025 25mm / Min 6. .表面仕上げ -0.25 ミクロンから 0.75 ミクロン 7。 従来の研削と比較して、非指向性表面テクスチャが可能 8. .ラジアルオーバーカットは、 1.5平均砥粒の4倍のサイズ。 アプリケーション 1. 電気的に非導電性のキャビティの機械加工 陶器 2 そうでなければスクラップレートが高い脆弱なコンポーネントをマシンに使用するために使用さ...

止めねじ コーンの中で。 両側の接触面を清掃します。トランスデューサーコーンそして ホーン。 両側に一滴のマシンオイルを適用します。 ホーンをねじ込みます Transducer-Cone .そして提供された道具でそれを締め付ける。 セットアップ と フィードトレイの調整 (ザ・ウォーターありがとうございました) フィードトレイの位置 適切な傾向で。 水滴 砥粒と水の混合物を工具に供給する装置。 フィードトレイの端部に取り付けられたビニールホースは、角および穿孔具に沿ってワークおよび水を均一に供給するために使用される。 研磨グリットはCarborndumからなる (SIC)そして再利用可能です。...

高出力正弦波発生器 この ユニットは低頻度変換 (60 HZ) 高周波への電力 (20kHz) 電力 トランスデューサー 高周波電気信号は、高周波低振幅に変換する翻訳者に送信される。 本質的にトランスデューサは電気エネルギーを機械的に変換します。 トランスデューサには2種類のトランスデューサがあります 1. Piezo 電気トランスデューサー 2 マグネタリチュイク トランスデューサ。 Piezo 電気トランスデューサ: . これらの トランスデューサは小さい電流を発生させます 彼ら 圧縮されています。 また のとき 結晶を結晶して電流を通過します。 その後 のとき電流が除去され、結晶は元のサイズと形状となります。 そのようなトランスデューサは最大900 で利用可能です ワット Piezo 電気結晶は 95%の変換効率が高い。 マグネタ厳格性 トランスデューサ: これらの その長さを変えま...
 1101, Building 1#, No. 398 Kowloon Avenue, Yinhu Street, Fuchun Silicon Valley, Fuyang District
1101, Building 1#, No. 398 Kowloon Avenue, Yinhu Street, Fuchun Silicon Valley, Fuyang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。




© 著作権: 2024 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








