
 日本語
日本語









超音波掘削機の振幅曲線
振動振幅曲線を以下に示す。 ノードに振動はありませんが、最大のストレスがあります。 ポイント。
加工効率は以下の要因によって決定される。
1) 工具の振動振幅
2) .ワークピースへの作業圧力
3) ワークピースに供給された研磨剤の状態
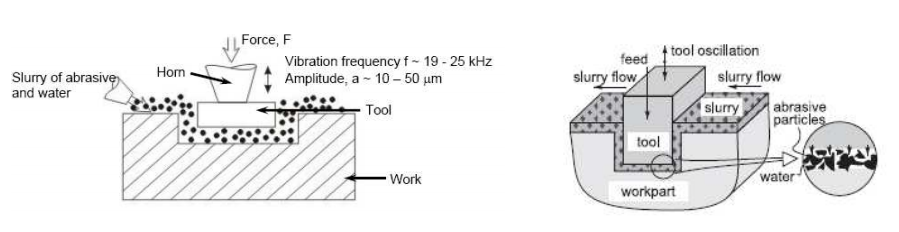
小さすぎる圧力Aが小さすぎると、加工不良が悪くなります。 研磨剤は絶対に必要です。 少なすぎる、または多すぎると、効率が悪くなります。 工具の最後には研磨剤が存在しないため、加工はほとんど不可能で、ワークピースが壊れている可能性があります。 特に深い掘削の場合には、研磨機が掘削工具に到達できるように、工具を工具に沿って上下に動かす必要があります。
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat



