
 日本語
日本語










超音波食品切断機と従来のカッターの比較 このビデオは、28K 超音波食品切断機と従来のカッターの比較を示しています。 超音波食品切断機は、波のエネルギーを利用して切断する装置であり、その最大の特徴は刃先を使わずに切断できることです。伝統的な切断は、鋭い刃を備えた切断工具を切断材料に押し付けて使用します。この圧力はエッジに集中し、非常に大きな圧力になります。切断される材料のせん断強度を超えると、材料の分子結合が開き、切断されます。材料を強く引っ張るには強い圧力がかかるため、切断ナイフの刃先は非常に鋭く、材料自体が比較的大きな圧力に耐えられる必要があります。柔らかく柔軟な素材の切断効果は良くありませんが、粘着性の高い素材です。...
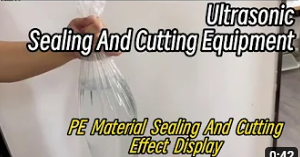
超音波シールおよび切断装置 このビデオは、PE 素材の超音波シールと切断を示しています。 このビデオから、材料が密封され、スムーズかつ正確に切断され、水が適切な容器に入っていることがわかります。 超音波シールと切断は、廃棄物とコストを削減し、製品の形状を保護し、他のシステムよりもはるかに優れた表面の汚れを防ぎます。 超音波シールおよび切断は、ナイロン、ポリエステル、ポリプロピレン、一部のポリエチレンなどの合成繊維100%、変性アクリル樹脂、ビニル化合物、カルバメート化合物、薄膜、コート紙など、さまざまな種類の材料に使用されます。合成繊維を合成繊維組成の35〜50%混合しています。超音波は切断と縫製を同時に行うことができるため、ニットまたはテキスタイル素材のオフラインを防ぎます。ピリングを防ぐスロットエッジテーパーが付いています。用途には、切断、カーペット装飾品、衣料品ラベル、カーテン、ケー...

超音波ありとなしの切断ナイフの比較 We all want to know how the 30Khz Cutting Knife is used to complete cutting process and why we choose ultrasonic cutting knife? Today we will show you a test with and without ultrasonic effect. Firstly without ultrasonic, our technician show you an ordinary cutting knife without very sharp blade , you can see the cutting effect is not very good, meanwhile you can hear a very obvi...

超音波食品切断ナイフをご存知ですか? 利点: 1. クリアできれいな切断面 焦げ付き防止ナイフ、切断は滑らかで整然としており、焼けた部分を変形させません。 2. 食品の無駄とダウンタイムの削減 食品は連続的に切断され、切断プロセス中に食品を停止する必要はありません。超音波技術を使用して、切断中に食品から発生する破片を削減することで、ダウンタイムの洗浄時間を短縮し、生産効率を向上させます。 3. 衛生的な生産環境 4. 自動化ラインで使いやすい 既存の食品加工・包装設備でも使用可能 応用: 1. ベーカリーおよびスナック食品、 2.キャンディーおよび菓子類のチーズ/魚/加工肉/野菜/健康バー; 3. チョコレート、サンドイッチ、ラップのカット。 ドライフルーツ 4. 5. 家禽; 6.鉢植え。 6. 加工肉。 7.ひき肉。...
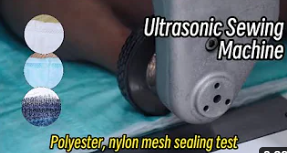
ポリエステル、ナイロンメッシュ用超音波ミシン ポリエステル、ナイロンメッシュのシール試験 ポリエステル、ナイロンメッシュポリエステル、ナイロンメッシュのシーリング用超音波ミシンのテストです。 超音波シールにより廃棄物とコストが削減され、オペレータはプローブを扱い、フットスイッチを踏むだけの簡単操作です。 熱可塑性フィルム(パウチ・袋)、チューブ、トレイ、カップなど、あらゆる素材に超音波シールを施します。熱可塑性コーティングを施した段ボールパッケージ。フィルム/フィルター素材のバルブと通気口。コーティングされたボール紙包装/フィルムのスクリューキャップ。...

PP材料の切断における30kHzの超音波切断ナイフの効果のデモンストレーション 説明: 超音波切断機 切断に超音波エネルギーを使用するデバイスの一種です。従来のブレード切断を使用する代わりに、超音波切断には、滑らかで信頼性の高い切断、正確なトリミング、変形なし、浮き上がり、毛羽立ち、回転、しわなどがないという利点があります。粗い刃先、コーキングエッジ、毛玉やその他の欠点を回避できます。超音波切断機は、ゴム、合成繊維、布、プラスチック、板金、食品などの切断に使用されます。超音波を利用した食品の切断は、超音波刃が切断される製品に接触することによって行われ、毎秒40,000パルスの高振動により、繊細な素材やベタつきのある素材でも簡単にカットできます。さらに高い振動により、刃に貼り付くことがありません。 競争上の利点: 1. ハイパワー超音波トランスデューサー振動要素の使用により、長時間の安定した...

ポリエステル、ナイロンメッシュ、ポリエステル、ナイロンメッシュの超音波ミシンのシール試験効果は何ですか? 説明: シームレス縫製部分の作業方法は伝統的なミシンを完全に模倣しています。最大の特徴は、超音波送信ホーンの作動方向が縫製布と同じであることです。これにより、布の縫い目が均一になり、平らになり、丈夫になります。適切な設計により、完璧な縫製効果を実現できます。 特徴: 1.超音波レースマシン溶接ホイール溶接ヘッドは特殊合金鋼材料で作られており、特殊な熱処理プロセスの後、耐摩耗性と長寿命の特性を備えています。 2. 連続加工、高速、量産、コーナー回転などの予熱不要のレース機です。加工中に煙や火花が出ず、生地の端を傷めません。 3.超音波レースミシンステッチミシンは操作が簡単で、理解しやすいです。一般の作業員でも機械を操作できます。 主な利点: 1. 安定性の向上。 2. 簡単な操作。 3....
超音波プラスチック溶接装置がPE材料を溶接する効果は何ですか? 製品説明: 超音波溶接装置は、溶接される部品の正確な仕様に合わせて簡単にカスタマイズできます。部品は、固定形状のネスト (アンビル) とトランスデューサーに接続されたソノトロード (ホーン) の間に挟まれ、~20 kHz の低振幅の音響振動が放射されます。(注: 熱可塑性プラスチックの超音波溶着で使用される一般的な周波数は、15 kHz、20 kHz、30 kHz、35 kHz、40 kHz、および 70 kHz です)。プラスチックを溶接する場合、2 つの部品の境界面は、溶融プロセスが集中するように特別に設計されています。通常、材料の 1 つはスパイクされたエネルギー ディレクタを備えており、これが 2 番目のプラスチック部品と接触します。超音波エネルギーにより部品間の点接触が溶解し、接合部が形成されます。このプロセスは、接...
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








