
 日本語
日本語









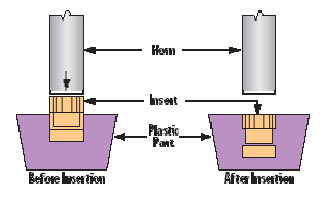
挿入するねじ込みインサート、グラブネスまたは他の部品は超音波埋め込まれた熱可塑性埋め込みです。 st 別の材料を保持または閉じ込めるためのプラスチックスタッドの融解と成形。 スポット溶接2つの熱可塑性部品を結合するために使用されます。穴やエネルギー 。 この 技術は、複雑な幾何学的形状を有する大きな部品または部品に特に適している。または ブロー成形 ANY AN JITION。 sw swコンポーネントの周りのプラスチックの尾根を溶かして改質することによって、アセンブリの別の成分を捉えるために使用されます。 リッジは、材料を溶接せずに第2の部品を所定の位置に固定します。...
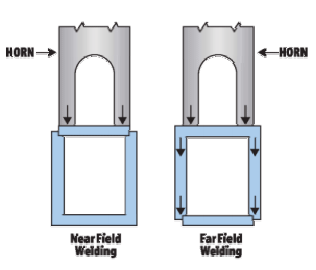
超音波溶接では、2つの熱可塑性部品の接合面を溶融状態にするために高周波音響エネルギーが使用される。 彼ら 恒久的に溶接することができます 1. ホーンは、アセンブリスタンドからの圧力下で、2つの嵌合プラスチックの1つに接触します。 2 ホーンからの振動エネルギーは、接触プラスチック部品を振動させる。そのマイト。 3。 . 1部の機械的振動 に対する 第二に、プラスチック部品が溶けている摩擦熱を引き起こします。インターフェースを許可してください表面への分子 ヒューズ 一緒に。 4 短い冷却時間の後、永久的で均質な溶接 超音波溶接タイプ近くのフィールド溶接(直接): .溶接機を指すホーンの接触面は、 1 / 4 "、接合面から離れている。 ホーンが部品の輪郭と正確に嵌合することが重要です。 遠いフィールド溶接(間接): .ホーンの接触面とホーンとの接触面との間の溶接部との間の距離は、 がより1...
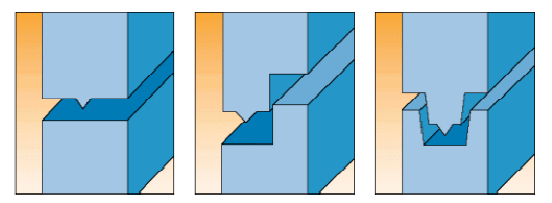
超音波ジョイントデザインどの超音波ジョイント設計の基本的な要求は、小さな均一な初期接点である。設計は各アプリケーションによって異なり、ボンディングされるプラスチック樹脂の種類、部品の幾何学的形状、およびその要求に依存します。 エネルギーディレクター通常、超音波エネルギーを集中させ、接合の溶融を急速に開始するのに役立つ関節の三角形の部分。 エネルギーディレクターの使用を組み込んだ一般的な関節。バットジョイント、ステップジョイント、舌と溝 せん断ジョイント この 気密に必要な部品には、関節の種類が好ましい 固体から溶融するために急速に変化するプラスチックのシールまたはプラスチックのために非常に狭い温度にわたる状態。...

超音波の応用範囲がある。 これらの inclure (しかし、 限らない 筐体内のレンズと窓の取り付け - プラスチック製プラスチックの成形部品への機械的クランプ、スタッド、およびピアスインサートの接合部および配置。 あなたの商品は適切な超音波溶接です。 それは、この溶接方法を使用して、従来とは対照的に、多くの利点がある。 これらの 以下を含みます: . 冷たい溶接工具この方法は超音波振動を使用するので、機器の電源を投入または暖めるための待ち時間はありません。 水密 溶接する超音波溶接は結合に最適です。 この からなぜなら溶接機 例えば、気密と水密の両方です。 環境に優しい超音波溶接機の使用量は少なくなります。 従来の溶接。 したがって、充填剤や添加剤からの無駄がありません。...

今日の前に、あなたはそれを知っていました。高頻度音を囲むために音を束ねることができます。 あなたの おそらくおそらく’ T. これはあなたの知識を追加するためのいくつかの情報です: 超音波溶接技術は、自動車、スポーツ履物、および医療機器を含む産業の範囲から商品を組み合わせるために使用されています。 それで、超音波とは何ですか? それは熱可塑性物質を接続するための人気が高く広く使用されています。 手順の効率と再現性、資源節約、およびエネルギーの使用の低下を含むこの技術によって、いくつかの利点が提供されます。その他の方法。 ここで、私たちは議論します すべて超音波について知ることが知っている。 2つの材料を接続するために使用する一般的な技術のいくつかは、締め付け、拘束力、そして 接着しています。 私達 できる’tは、溶接が最高の成果を生み出すという事実を無視します。溶接部 - Expedia....
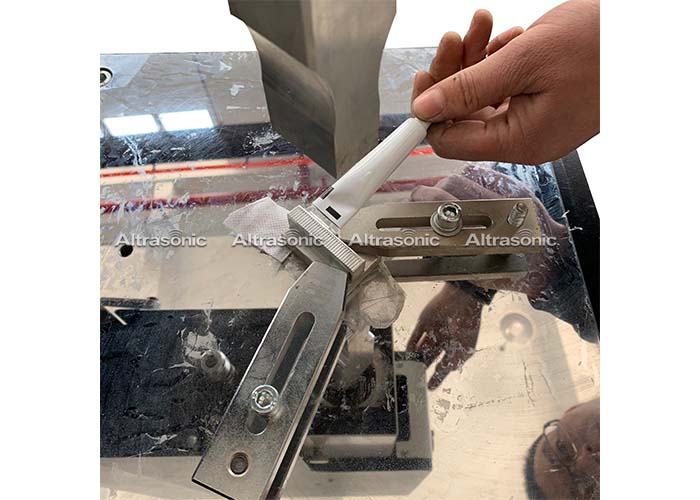
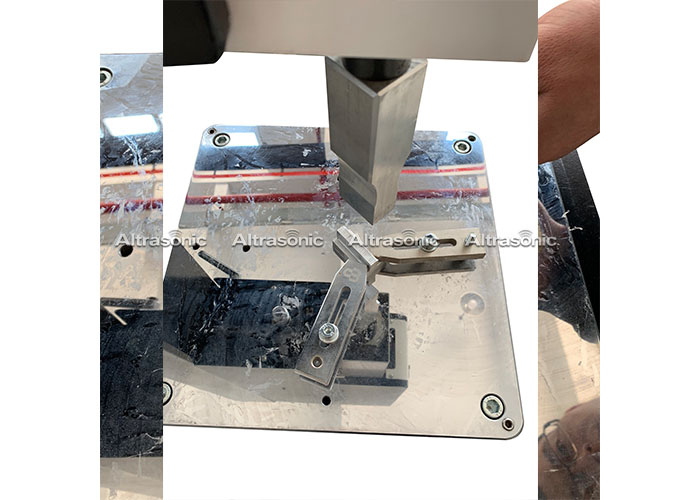
プラスチック加工業界では、超音波接合技術は、専用熱可塑性物質のための接合ツールとして広範囲の用途で利用されてきた。 超音波溶接は速くて簡単です。 この 以下の6つの簡単なステップで、溶接プロセスを実行できます。 ステップ1— 部品を一緒に入れなさい建てられるべき熱可塑性成分は、支持的なものであるフィクスチャにまとめられています。 彼ら その上に1つずつ置かれています。 ステップ2— プラスチックと接触してホーンを連れてくるアルミニウムまたはチタンで構成された超音波ホーンは、上の上部プラスチック部品と接触する。 この 接続をするために燃やす必要があるのと同じコンポーネントです。 ステップ3— 圧力をかける部品は制御された圧力を受けます。備品で。 ステップ4— 溶接時刻超音波溶接は、設計が要求された指定された時間について行われる。 ホーンは20kHzから40 kHzの間の垂直位置でパルスされま...
多くの場合、超音波溶接のための振動溶接とバイスサの間違いが間違っています。 この からなぜなら両方の方法は、振動力を溶接プラスチックに利用する。 しかし、現実はその両方です。これら 溶接技術はそれぞれと非常に異なっています。 振動溶接法は、次のように比例した一部で直線的な側面の動きで脈動する。 2つの部分の間の摩擦は、溶接をするために使用される熱を発生させる。 対照的に、超音波溶接方法は、ジャックハンマーまたは舗装のように、ある部分と平行な一部を脈動させる。 超音波の利点は何ですか? 溶接速度、高溶接強度、および優れたシール効率を備えて、超音波溶接技術が際立っています。 溶接の有効な代替品である。 メソッド 方法は安全です 有毒化学物質や接着剤を使用していません。 製品にダメージを与えません。なお、この技術は製造工程に組み込むことが容易であり、故障が少ない。 これらの 利点は、製作のコスト...

超音波溶接工程に伴う異なる部分を知ることは、この溶接技術を行うことが非常に重要である。 超音波溶接機は、機械的 のように効率的に変化するように設計されている。 彼ら 条件を読み、次に加熱を制御するマイクロプロセッサを備えています。 以下は、超音波を可能にするコンポーネントのいくつかです。 電源超音波 超音波で高電圧電力供給が必要です。溶接システム トランスデューサー高電圧電流はトランスデューサによって利用され、 高周波の振動に変換される。 増幅器アンプのように機能します。 この 高周波がブースターによって取られてからさらにもっと効率的になることを意味します。 ホーンソノトロードとしても知られており、ホーンは溶接される材料と超音波溶接との間の接続である。 超音波振動は具体的に対象となる。 一般に、溶接されるべき材料は、それらを維持するアンビルまたは他の種類の構造に設定されている。 一緒に。 ...
 1101, Building 1#, No. 398 Kowloon Avenue, Yinhu Street, Fuchun Silicon Valley, Fuyang District
1101, Building 1#, No. 398 Kowloon Avenue, Yinhu Street, Fuchun Silicon Valley, Fuyang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。




© 著作権: 2024 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








