
 日本語
日本語













商品番号。:
HS-M20-W支払い:
T/T, PayPal, Western Union製品の起点:
China色:
Green Silver出荷ポート:
Shanghai or Ningboリードタイム:
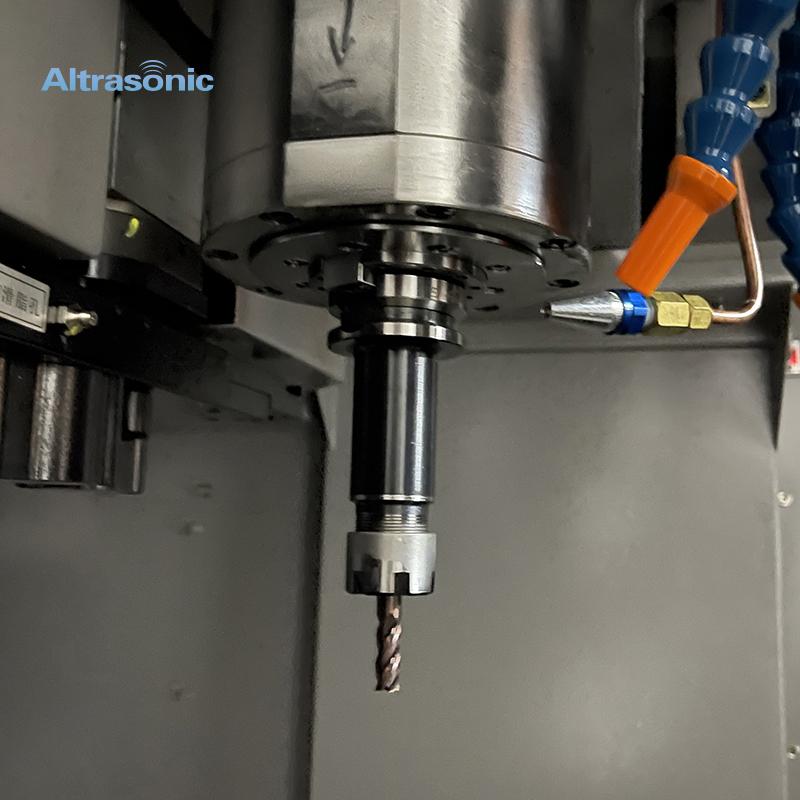
40超音波CNCマシニングセンター穴あけ超音波ロータリーフライス盤
仕様:
商品番号:HS-M20-W
周波数:20kHz
電力:500ワット
速度:30,000RPM
振幅:10um以上
ホーンの直径:
フライス盤:Φ1-Ф13mm
穴あけ:Ф2-Ф6mm
スピンドル:BT40 / BT50 / R8 / HSK63 / ISO / CAT
(特別なスピンドルはリクエストごとに作成されます.)
原理:
超音波穴あけは、型にはまらない緩い研磨処理プロセスです.超音波は、周波数が20,000Hzを超える音波です.
超音波は、機械的、電磁的、熱的エネルギー源を使用して生成できます.それらは、気体(空気を含む)、液体、および固体から生成できます.
超音波穴あけ中に、材料はマイクログラインドまたは研磨粒子の侵食によって除去されます.
ツールは、圧電センサーと電気発振器によって約20kHzの周波数で振動します.ツールは、通常、ツールとワークピースの間のギャップにある作業面に砥粒を押し付けて、作業面を加工します.
グリットサイズが小さいほど、ツールから受ける運動量は小さくなります.ツールが下向きに動き続けると、大きな粗い粒子に作用する力が急速に増加するため、一部の粗い粒子が破損する可能性があります.最終的に、ストロークの終わりに、最小ギャップよりも大きいサイズの砂がツールと作業面にさまざまな程度で浸透します.
応用:
1.さまざまな材料、特に壊れやすい剛性のある材料.
2.加工面、溝、さまざまな形状の表面(スプライン、歯車、ねじなど)、および金型の特殊な表面.
3.適用分野:機械加工産業、工作機械機器製造.
アプリケーション:製造企業、大学、研究機関、機械および装置の変換産業.
利点:
1.高精度先端材料加工のための高速回転
2.プラグアンドプレイインストールの利便性と柔軟性
3.超音波を使用した高効率と高品質のパフォーマンス
4.切削抵抗を減らして工具寿命を延ばします
5.特別な精密機能に適しています特に高度な材料の需要
6.先端材料加工のための費用効果の高いインテリジェント追跡システム
超音波加工効果:
 超音波なし
超音波なし
 超音波で
超音波で
ワークショップ:
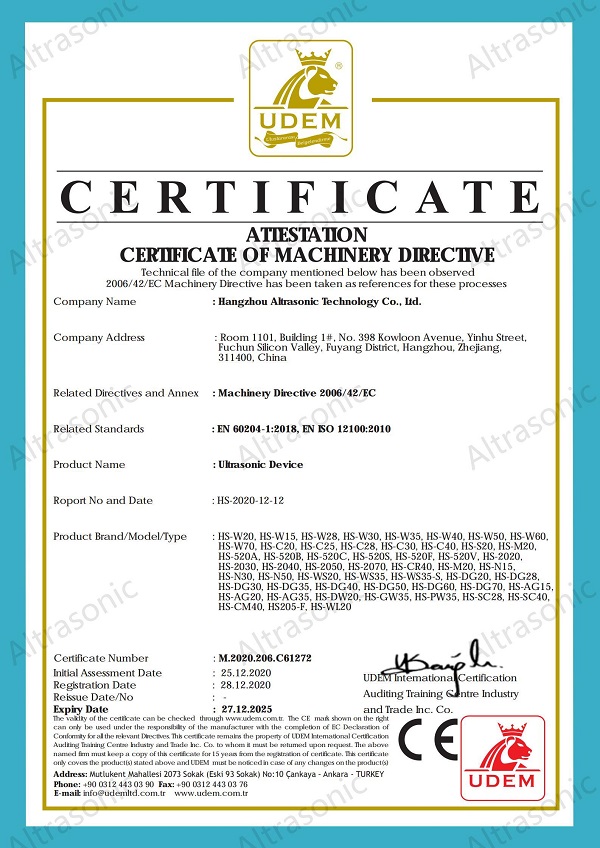
CE:
パッキング&配送:
出荷港:上海
配送期間:速達、空路、海路など.
リードタイム:迅速な生産リードタイムと短納期. 在庫がある場合は通常1〜3日.


支払い:
あなたは私達のプロダクトに興味があり、詳細を知りたいのですが、ここにメッセージを残してください

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

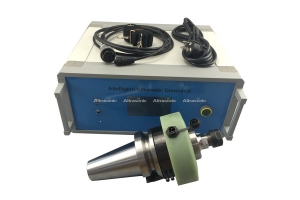
カスタマイズされたナイフハンドル電力制御付き超音波振動スピンドル

超音波加工 (UM または USM) 非熱、 非化学薬品 非電気 化学組成を保つプロセス、 微細構造工作物の物性と物理的性質 超音波衝撃研削と呼ばれることもあります(UIG)あるいは振動切断、このプロセスを使用して、高度な材料にさまざまな複雑な機能を作成できます。

カスタマイズされたナイフハンドル電力制御付き超音波振動スピンドル

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。
超音波ミリングチタン、アルミニウムおよびステンレス鋼を改善するための効果的な技術であることが証明されています。 超音波ミリングの行動の下では、それはもっと有利です。 伝統的なミーリング。 超音波加工アルミニウム、鋼、ステンレス鋼、チタン4メタリックの効果とは対照的に。最も顕著な表面品質はチタンとアルミニウムであり、最も顕著なものの切断能力を向上させることができますステンレス鋼は、ワーク側の品質が最も重要な改善です。
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








