
 日本語
日本語












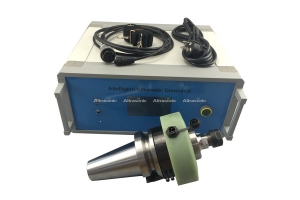
粉砕掘削用超音波支援機エッジカッターツール
商品番号。:
HS-M2010支払い:
T/T, Western Union製品の起点:
CHINA出荷ポート:
Shanghaiミーリング研削掘削のための高電力超音波支援機械エッジカッターツール
仕様:
| 周波数 | 20 kHz |
| 出力電力 | 1000 W. |
| 電圧 | 220 v |
| スイッチ | ハンドルまたはフットスイッチ |
| 電力調整 | ステップまたは連続 |
| 作業時間制御 | 24時間 |
| weignt | 30 kg ( ホーンの大きさによって決定される) |
| 発生器 | デジタルジェネレータ |
超音波ミリング チタン、アルミニウムおよびステンレス鋼を改善するための効果的な技術であることが証明されています。 超音波ミリングの行動の下では、それはもっと有利です。 伝統的なミーリング。 超音波加工アルミニウム、鋼、ステンレス鋼、チタン4メタリックの効果とは対照的に。の表面品質 最も顕著なものはチタンとアルミニウムであり、最も顕著なものの切断能力を向上させることができますステンレス鋼は、ワーク側の品質が最も重要な改善です。 さらに、ほぼHRC60の後の鋼鉄焼入れのために、伝統的な道具は鋼の切断が困難であり、加工費は高い。その硬度は 。ワークピースツール HRC25 以上の処理。 しかし、uに追加された伝統的なツールに基づいてLTRASOUNDは、切削抵抗の切断を大幅に減らし、切削面の品質を向上させることができますが、少なくとも2倍になる工具の寿命を延ばす。
原則:
超音波加工プロセス 従来のライン電圧を-20kHzに変換する電源を使用します。
電気エネルギー。
この 高周波 電気エネルギーは、高周波電気エネルギーを機械的に変化させる圧電変換器に供給される。
コンバータからの超音波運動は増幅されて角および切手に伝達される。
この ホーンと付属の切削工具を工具に垂直に振動させます。
時間 あたり 側面に並んでいない。
A 再循環 ポンプ力 E / Z Pump™ 振動の間に液体媒体に懸濁した研磨剤
工具面と ワーク研磨粒子は150,000回のワークピースに衝突します。所有の体重。
これらの 小さな研磨剤粒子が顕微鏡でチップし、工具の対応物を粉砕します。
普通の超音波加工の利点:
アプリケーション
様々な種類の材料のための精巧な加工に特に脆弱な硬質材料を適用する。 回転粉砕カッターを使用することによる粉砕プロセスは、処理面、溝、あらゆる種類の形状の表面(スプライン、ギアおよびねじなど)のために適している。と特別な表面。
アプリケーション エリア: 機械加工産業、工作機械装置の製造
アプリケーション 機会: 製造企業、大学、大学、科学研究機関、機械設備変革産業
あなたは私達のプロダクトに興味があり、詳細を知りたいのですが、ここにメッセージを残してください

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

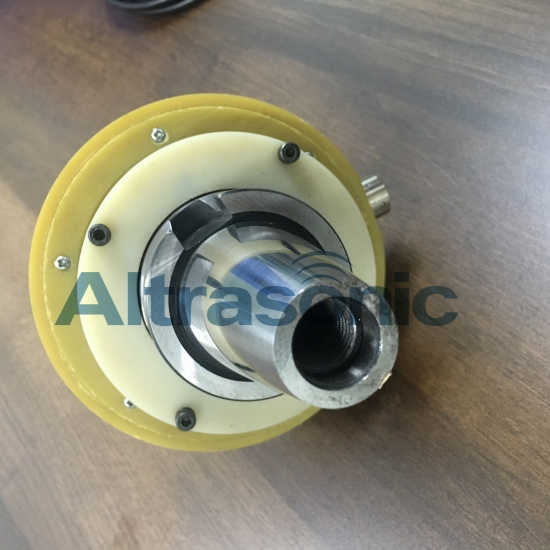
カスタマイズされたナイフハンドル電力制御付き超音波振動スピンドル

超音波加工 (UM または USM) 非熱、 非化学薬品 非電気 化学組成を保つプロセス、 微細構造工作物の物性と物理的性質 超音波衝撃研削と呼ばれることもあります(UIG)あるいは振動切断、このプロセスを使用して、高度な材料にさまざまな複雑な機能を作成できます。

カスタマイズされたナイフハンドル電力制御付き超音波振動スピンドル

超音波掘削、材料は除去されます。マイクロ粉砕または研磨粒子 侵食。 工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。
超音波ミリングチタン、アルミニウムおよびステンレス鋼を改善するための効果的な技術であることが証明されています。 超音波ミリングの行動の下では、それはもっと有利です。 伝統的なミーリング。 超音波加工アルミニウム、鋼、ステンレス鋼、チタン4メタリックの効果とは対照的に。最も顕著な表面品質はチタンとアルミニウムであり、最も顕著なものの切断能力を向上させることができますステンレス鋼は、ワーク側の品質が最も重要な改善です。
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








