
 日本語
日本語









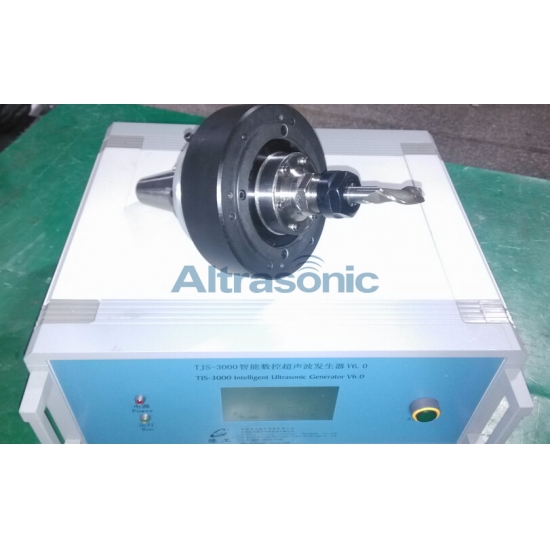


技術 パラメータ:
製品 形作り: HSK63 フライス盤ハンドル
短周波数: 15-21kHz;
共鳴点振幅: . 10UM もっと; .
スピード: 3000 R / 最小以下の
マッチング ツール: 炭化物エンドミルヘッド φ2-φ13; ディスクカッターφ50;
電源: 1000W
仕様:
周波数 | 20 kHz |
出力電力 | 1000 W. |
電圧 | 220 v |
スイッチ | ハンドルまたはフットスイッチ |
電力調整 | ステップまたは連続 |
作業時間制御 | 24時間 |
魏 GHT | 30 kg |
応用 | 超音波掘削 |
発生器 | デジタルジェネレータ |
ケーブルの長さ | 5M |
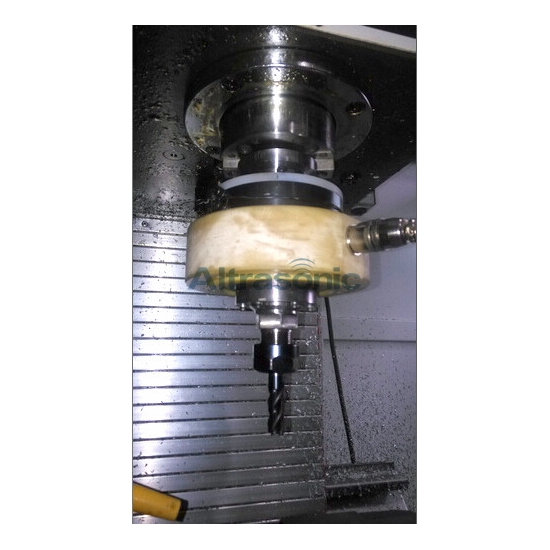
超音波 掘削
超音波 支援掘削はA 最近開発された 高周波 の技術 (> 20 kHz) 振動が重ねられている 軸方向の標準的なドリルビットの動き、掘削力の低減を含む利点を提供する(還元されたことが多い。80%) そして穿孔の品質の向上 掘削と比較して。 超音波支援掘削また、入り口と出口の減少を実現します。観察された掘削の減少を考慮して、予想割合ではありません。 従来の掘削におけるそれとは異なる機械的プロセスが除去されている可能性があります。超音波支援掘削、例えばスラストとトルクに加えて動的または熱的効果がある。
このプロジェクトの目的は、剥離するプロセスの機械的な理解を達成することです。 超音波支援掘削と分析モデルと予測能力を有する数値ツールで実装する。 これらの その後、超音波支援掘削を高めるために剥離を最小限に抑えることができます。そしてハイブリッドジョイントの性能を予測すること 超音波 支援掘削 誘導 被害
原則:
超音波掘削は、非伝統的な緩い研磨機加工です。 超音波は高周波の音波である。 20,000 Hz。
超音波は、機械的、電磁気的および熱エネルギーを使用して生成することができる。 彼ら ガス中(空気)、液体および 固体で製造することができる。
超音波掘削の過程で、材料はマイクロチッピングによって除去される。または研磨剤との浸食。 v
工具は、圧電トランスデューサと電気発振器で約20Ωの周波数で発振されています。 工具と作業との間のギャップの砥粒を強制的に強制する作業面上に通常衝撃を与え、それによって作り面を加工する。
グリットサイズが小さいほど、 工具から受け取る勢いが少なくなります。 ツールが下方に移動し続けるにつれて、より大きなグリットに作用する力は急速に増加し、したがっていくつかのグリットが骨折することができる。 最終的には、ツールはその攻撃の終わりとサイズが大きくなります。 最小ギャップは、ツールと作業面に異なるものに浸透します。
アプリケーション
1.様々な材料特に脆弱な硬質材料。
2.処理面、溝、あらゆる種類の形状表面 スプライン、ギア、スレッドなど と特別な表面。
3.アプリケーション エリア: 機械加工産業、工作機械設備
4.アプリケーション 機会: 製造企業、大学、大学、科学研究機関、機械設備変革。
競争力: .
--- 事実上あらゆる硬い材料を機械加工することができます
---- . ほとんど熱が生産されています
--- 以来 ツールの動きはアップアンドダウンです。 おります。 回転伝統的な加工のように、穴は円形の形状に限定されず、任意の形状になることができます。 カスタム "Cookie カッター" 工具を複雑に切ることができます。
---- .G 大好き 表面仕上げとより高い構造的完全性が得られます
あなたは私達のプロダクトに興味があり、詳細を知りたいのですが、ここにメッセージを残してください

工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

機械加工における超音波技術の応用は、その処理の特性に応じて2つのカテゴリに分けられます。 超音波孔加工、超音波研削、超音波研磨、超音波砥石、超音波研磨、超音波研磨などの超音波研磨処理を用いることがある。そしてそれらのように。 もう一つは、回転超音波掘削、研削、ミーリングなどの切削工具やその他の加工方法を組み合わせた超音波加工です。 超音波電気化学、超音波振動切断、

原則はとてもシンプルです。 超音波ホーンを振動させるために使用されます。ドリルビット 垂直方向。 ドリルビット 。 ワイヤーの片 - 私は鋼鉄であり、約0.7mmの標準的な家庭用ピンを使用しました。 直径 研磨剤スラリーの存在下、 ドリルビット 先端部の下にある材料を破片し、徐々に掘削する。 それはガラスや 陶器のような脆い材料に最適です。

骨超音波掘削機

工具は、圧電センサと電気振動子によって約20kHzの周波数で発振する。 工具は、研磨グリットが通常工具とワークピースとの間のギャップ内の作業面に衝突するように強制的に作ります。

私たちの 提供された掘削機は、産業界に沿ったプレミアム品質の部品および現代の技術を使用して製造されています。 さらに、この掘削機械は異なる技術仕様とサイズで利用可能です。 クライアントの要件

超音波ミリング新しいプロセス技術の一種の新しい方法であり、高周波を加えることによって超音波振動一般的な粉砕プロセスでは、 機械式を変えることができます。 資料 超音波ミリング装置は発電機、発振器、および 角で構成されている。

超音波ミリングはいくつかの新しいプロセス技術であり、高周波を加えることによる超音波振動である。一般的な粉砕プロセスでは、 機械式を変えることができます。 資料 超音波ミリング装置は発電機、発振器、および 角で構成されている。
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat








