
 日本語
日本語









超音波プラスチック溶接分析
超音波プラスチック溶接分析
原則:
超音波機械振動 (周波数 10-70 kHz、振幅 1-250 JPY 370プラスチック部品に適用され、極度の加熱を加えて圧力を加えて、表面や摩擦の併用効果によるものです。そして溶融形態A エクステンション。 図示のように、超音波溶接処理は4段に分割されている。
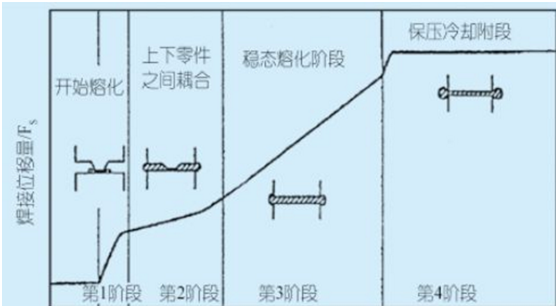
ステージ 1: ホーンは部品と接触し、圧力をかけて振動し始めます。 摩擦熱がエネルギー案内リブを放散し、溶液が接合面に流れる。 2つの部分の間の距離が減少するにつれて、溶接量は(溶融物の流れによる2つの部分間の距離) 減少 最初に溶接変位量が急激に増加し、次に溶融エネルギー案内リブがスプレッドして下部の表面に接触するにつれて遅くなります。 固体摩擦段階では、2つの表面と内部摩擦との間の摩擦エネルギーによって熱が発生する。 摩擦熱は、ポリマー材料をその融点に加熱する。 熱の量は作用頻度、振幅、および が依存しています。
ステージ 2: 溶融速度の増加は、溶接変位量および2つの表面間の接触の増加をもたらす。 この段階では、薄い溶融層が形成され、連続発光により溶融層の厚さが大きくなる。 この段階での熱は粘性によって発生します。
ステージ 3: 溶接部中の溶液層の厚さは同じままであり、一定の温度分布、定常状態が融点されている。
ステージ 4: 設定された期間または特定のエネルギー、電力レベルまたは距離に達した後、電源がオフされ、超音波振動が停止され、4段目が開始される。 圧力は維持され、追加の解決策のいくつかはジョイントから絞られます。 変位の最大量に達します。溶接部を冷却して固化させ、分子間拡散を起こす。
前 :
銅箔と銅ベルトの超音波溶接機次 :
超音波金属溶接機 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat



