
 日本語
日本語









Sonotrode デザインは自動車会議の超音波溶接の成功への鍵です
地域は寒さのままで、均質にはないかもしれません。 振動溶接では、ジョイントに追加のプラスチックが必要です。 その結果、これらの溶融材料が大量の溶融材料を製造する。 溶接。 この 素材 合体から押し出され、見苦しいボンドラインの作成
adv adv
超音波溶接もそのような物理的な制限の影響を受けます。複合施設 3D型 パーツ。 しかし、Sonotrodeの場合、 有限要素分析(FEA)の使用を通じて正しく寸法決めされている、超音波溶接は多数の利点を提供します。
· 不均一な非対称形状は溶接され得る
·繊細なコンポーネントサーフェスステーマークフリー。
·短い溶接サイクル100~300 ミリ秒。
· ターゲットエネ RGY 入力は敏感な電子を保護します。
·埋め込みによって異なる種類の材料を溶接または接着することができる。
·小型機械設置面積 COM 他の接合との間に解釈されます。
· に エンジニアには、 Sonotrodeの重要性の考えを教えてください。成功した溶接への設計、この記事では、自動車を含む3つの最近のアプリケーションを調べます。
1つのアプリケーションで、 Herrmann .溶接で任意のアルミコーティングされた エンジン用の絶縁パネル。 材料の組み合わせは解消者: . アルミ製被覆 ポリウレタン (PU) 音響マットをガラス繊維に接着する必要がありました。強化ポリプロピレン (PP) パネル それは ではなかった十分な課題、6つの異なる部分が溶接されなければならなかった。
この アプリケーションは、コンポーネントの恒久的かつ安全な結合のための実際の挑戦を表しました。 接着剤 コストの考慮事項や材料の組み合わせにより機能しない。 クランプ要素またはネジは危険すぎる。 彼ら モーター操作。 レーザ溶接、赤外線溶接または振動溶接などの他の熱接合方法のいずれも適していなかった。
ハンドヘルド超音波溶接機を用いた初期試験は正のものです。 タイトな関節 PUマットとその射出成形 PP アルミニウムを介しても、部品。 超音波振動がアルミニウムコーティングを貫通し、 PP の中の分子を付勢することが可能であった。 パート。
その後タスクとなりました再現性のある溶接結果を得るために、顧客の 少なくとも50ニュートンの引張強度要件溶接 地点 耐摩耗性 硬化鋼は SonotRodesのための正しい素材であることが証明されました。 Herrmann .エンジニアは溶接スポット位置を決定し、クランプシステムと部品走査を含む複雑な備品を設計しました。
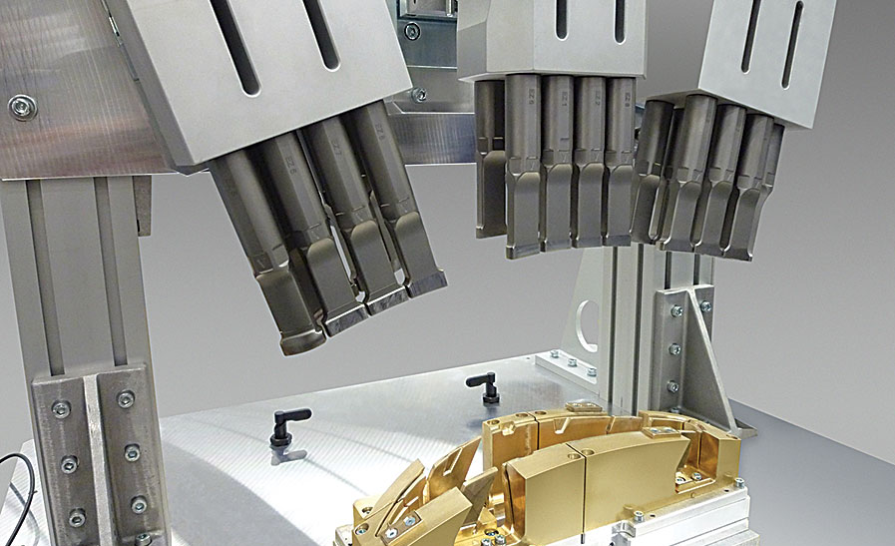
SonotRodes 6軸に取り付けられた空気式アクチュエータに取り付けられた。 ロボット 6つの異なる据え付け品は、部品の形状に合わせて溶接を支えるように設計されています。
組み立ては回転索引付けで行われます。テーブル 2つの位置で、アセンブリは2つのロボットによって行われる。 第3の位置で、別のロボットは自動的にそれらを負荷およびアンロードする。
貴重な タイムアップ1秒に 溶接 スポットーズ 保存済み プリロード 超音波を伸ばして後退する空気圧シリンダ。 プリロード シリンダーがすでに拡張されていることを意味しますロボットが溶接工具を接触させる前のインテリジェント空気圧システム。
他のアプリケーションは日中のランニングの組み立てを含んだ。 透明なプラスチックレンズを気密にプラスチック体に溶接する必要がありました。 複素3D形状とクラスA面は溶接に挑戦した。 お客様はまた でも 費用効率の高いシステムを必要としていました。さまざまな車のための多くの変種に対応します。
に 問題を解決し、コンポジットを開発しました。ソノトロード2つに分離されていますA キャリアブロック Sonotrode そして個別に個別にねじ込み チップ。 各チップはレンズに合うように異なる高さです。
に 正しい振動を保証します。ソノトロード FEA FEA の助けを借りて設計されました正しい頻度、アイドリングパワーおよび 振幅のために調整されました。 さらに、各チップはスタンドアロンのように設計され、製造され、そして調整されました。 ヒントには、さまざまな干渉のための特徴が含まれます。 インスタンス、いくつかのヒントには、A の上のレタリングに対応するための切り欠きがあります。 この影響はすべてます Sonotrode 振動。
に ヒントが正しく振動していることを確認してください。疼痛しております。そして時間のかかる手動 プロセス。 ロードシミュレーションの下で、完成したコンポジット Sonotrode RESER-RESTERS そして CNC であればどんな補正で行った 機械加工 特別なソフトウェアは、振幅を作成するために最大100ポイントを測定します。 一度調整された、コンポジット SonotRodes 美しく働いて販売されています。
に モデル変数を組み立てる、超音波システムのすべての部分を形成します。ツーリングフレーム それはメインマシンから切り離すことができ、異なるフレームと交換することができます。 スタートアップフェーズ、アセンブリは1つのマシンと複数のツーリングで実行されました。 バリアントが増加するにつれて、顧客は追加のツーリングを購入するのにのみ必要です。 コストインテンシブな 超音波発生器、制御および安全システムなどのコンポーネントは、さまざまな昼間のランニングのための複数のツールフレームと共に使用できます。
1つのアプリケーションがボンディングを含む ベクターイラスト CLIPARTOポンプ ハウジング。 ハウジングはガラス繊維強化 ポリフェニレン 硫化物 (PPS)。 膜はポリエステルまたは ポリカーボネートからなる。 顧客は高価なものを置き換えたかった費用の少ない膜を有する単一膜
この 要求の厳しいアプリケーションでした3つの連続した超音波処理工程が必要でした。
·膜を打ち抜き、それをキャップに溶接する(35 キロヘルツ)。
·キャップを保護カバーで提供する(35 キロヘルツ)。
·ケーシングへの完全なキャップを溶接する(20 キロヘルツ)
私たちの 新しく開発された超音波ツールシステム、MPW、それはちょうど。 それはロール上のメンブレンテープを使って同時にパンチしてシールし、お金を節約する
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat



