
 日本語
日本語









レーザ溶接対超音波金属溶接
ソーラーパネル 溶接: .
レーザ溶接対超音波金属溶接
最初のラウンド: .製品美学
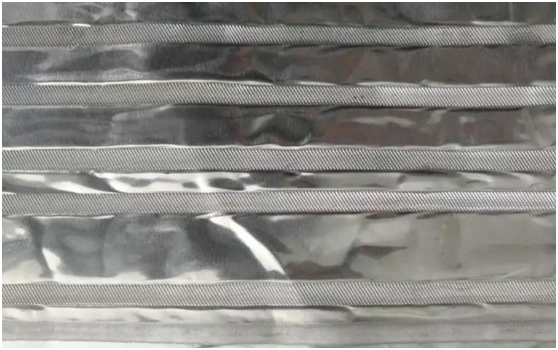
レーザー溶接は高エネルギーレーザーを使用して溶接金属を溶融して接合します。 太陽熱吸収板溶接では、スパイスがあるはんだ接合部の形で溶接が行われる。3-5 MM レーザー溶接は不要ですワーク上では、全体の変形が小さく、吸熱層の表面損傷が小さい。 超音波金属溶接は、 用紙の表面の波の変形を発生させる。 がだが が表面のエンボス加工によって表面変形を回避することができ、太陽熱の表面には約3mmの溶接マークが形成される。 したがって、レーザー溶接を使用した製品の出現はより良いです。超音波金属の溶接。 この 競争のラウンド、レーザー溶接はより良いです。 超音波金属溶接。
2番目 ラウンド: 永続的な
レーザ溶接の溶接強度は劣っている。 その後 のとき暑くて寒さが頻繁に頻繁に交流するか、または外力にさらされると、はんだ接合部が壊れやすい。 超音波金属溶接は、超音波振動と圧力と組み合わせて固体を形成するために、垂直圧力で溶接される2つの物体を重ね合わせることである。 接合時間が短く、接合部は鋳造構造の欠陥を生じないので、溶接位置は均一で安定し、超音波。 垂直曲げ後の破壊はなかった。 この 競争のラウンド、超音波金属溶接はより良いです。 レーザー 溶接..
3番目 ラウンド: 熱伝導率
レーザ溶接は、溶接されている物体の物理的構造を変えることができ、したがってその電気的または熱に影響を与える。 また、レーザ溶接により、太陽熱集電体の金属片と銅管との間の熱伝導面積が小さくなり、熱伝導となる。 超音波金属溶接にはこれがありません。 超音波溶接は材料の温度効果を最小限に抑え、金属を変えない。 したがって、溶接後の導電率または熱伝導率は優れており、電気抵抗率は極端に低いまたはほぼゼロである。 超音波金属溶接は、導電性および熱伝導性のある溶接に最適な選択肢となっている。 この 性能は明らかにフラットソーラーのレーザー溶接を生み出すことができます。 の利点 。 達成しました。 試験によると、超音波金属溶接製品は約3%です。 レーザ溶接伝導効率 (すなわち、水温は3%程度)。 この 競争のラウンド、超音波金属溶接はかなり優れています。 レーザー 溶接..
4番目 ラウンド: エネルギー消費
低炭素の代表的な製品として 省エネそして環境保護、太陽熱温水器は社会や消費者によって広く認識されており、製造工程におけるエネルギー消費指標もまた多くのことが注目されています。 ソーラーコレクターの溶接はそれらの1つです。 溶接原理の比較解析から、超音波金属溶接が原料の温度効果を最小限に抑えることができることが知られている(溶接部の温度は50%超音ではない)。溶接金属の絶対溶融温度。このようにして金属構造が変化しないので、水を冷却することなく金属加工物をアニールすることはありません。 エネルギー消費の面では、超音波溶接を同じ金属と異なる種類の金属との間で行うことができ、これははるかに少ない。 レーザー 溶接.. この 競争のラウンド、超音波金属溶接はより良いです。 レーザー 溶接..
5番目のラウンド: .料金
1.費用: .国際的には、超音波溶接機とレーザー溶接機の価格が同等です。 超音波金属溶接機の単一機器の調達コストは レーザー溶接のそれのもの。 2つの調達比率は通常300,000:10,000です。 国内レーザー溶接機の価格も急激に低下している、約700,000程度は一般に2つのレーザー溶接ヘッドを有し、超音波機械は一般に1つの溶接を有する。 同じ生産能力、2つの超音波溶接機が1つのレーザ溶接機と比較される。
2 コスト 使用: 第一に、レーザ溶接は、溶接のような厚い材料に適している。 アルミニウム板の厚さは一般に0.4mmであり、超音波溶接はアルミニウム板のような薄い製品に適しています。 0.2~0.3mm。 溶接材料に関しては、超音波が優れています。 第二に、消耗品のコスト、 消耗品レーザー溶接用の場合は、キセノンランプとフィルターカートリッジ、超音波が消耗品です。溶接があります。 一般に、レーザ溶接 . 。より 超音波。
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat



