
 日本語
日本語









超音波ワイヤーハーネス溶接機溶接アクション
超音波ワイヤーハーネス溶接機溶接アクション
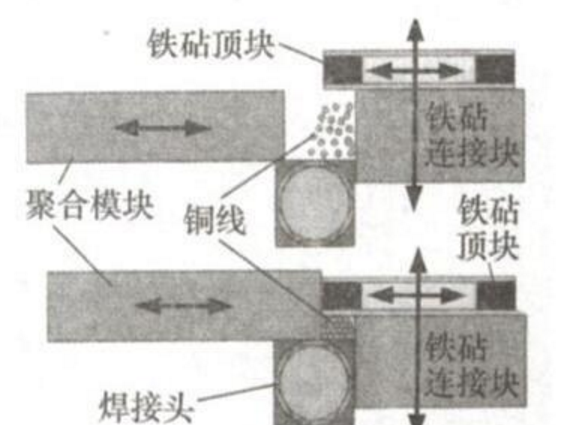
超音波ワイヤーハーネス溶接工作機械は主に4つから構成されています。溶接ヘッド、アンビル接続ブロック、アンビルトップブロックおよび重合モジュール。 その後 のとき溶接、ワイヤはアンビル接続に垂直方向に密着して配置されている。 フットスイッチの後、重合モジュールが動く。アンビルトップブロック、およびANVIL接続ブロックは、下に移動するためにアンビルトップブロックに接続されており、線はタイトです。 溶接領域で押された状態で、溶接ヘッドは振動して銅線にエネルギーを伝達し、それによってワイヤーハーネスを溶接する。
その後 のとき溶接ヘッドの振動を除いて、他の工具ヘッドが動かない。 溶接が完了した後、重合モジュールを退避させ、アンビルトップブロックを後退させ、アンビル接続ブロックを上昇させてワイヤーハーネスを取り出すことができる。 以来 溶接ヘッドは振動しており、他の工具ヘッドは固定されており、ツールヘッドと溶接ヘッドとの溶接を防止するために溶接機が損傷するため、溶接ヘッドの上面と重合モジュールの底面との上面が損傷する。そしてアンビルトップブロックの側面はギャップです。0.025溶接ヘッドを使用できないように、Anvil接続ブロックの側面にあるMMが残っています。他のツールと接触してください 壊れた銅などの破片もありません。ギャップ、そうでなければ工具頭部の作業面は腐食されます溶接、および回路基板がひどく損傷する可能性があります。
以来 超音波振動は溶接ヘッドによって発生し、溶接ヘッドからアンビルトップへのエネルギーが伝達される。 したがって、エネルギーが溶接ヘッドに近いほど、より多くのエネルギーが上から底に転写されるので、ラインは 厚く。 ワイヤを最下端に配置し、溶接ヘッド面に近づき、薄いワイヤを順に上方に並べて配置し、太いワイヤが大きなエネルギーを得ることができ、それによってオーバー溶接を防止することができる。または不十分な溶接。 垂直方向の配向はサイドはんだ付けを防ぎ、はんだ付けを保証します。
ワイヤ配置のための超音波溶接要件
その後 のとき超音波溶接の実行、ワイヤ断面積、ワイヤアライメント、圧力、溶接ピッチ、振幅、幅、圧力、エネルギーなどの関連パラメータを設定する必要がある。 溶接プロセス、ワイヤ 縦に重なって、大きな断面線があります。下の溶接ツールヘッドの近くに配置して溶接をします。 指揮者 アンビルの表面の近くに置かれ、互いに近くに置かれて、十分に強くなりました。 導体の重なりの長さは一般的に13に設定されています。〜 15mm、重なり長さが短すぎると、溶接強度が保証が容易ではなく、重なり長さが長すぎると、溶接チップはリフトを形成しやすく、次の工程の操作が不便である。 絶縁層の酸化、破線、欠陥および溶融は、溶接面の表面には許容されない。
超音波溶接の重要なパラメータと利点
1) 振幅は振動の出発点からの振動方向の最大距離です。 彼ら 対話 の場合これらのワイヤの溶接品質に直接影響する溶接。 異なるワイヤは異なります
2)幅重合モジュールの表面とアンビル接続ブロックの反対側の面の間隔 溶接部はミリメートルで、そのサイズは溶接の幅を決定する。
3)圧力は、溶接部の銅線上のアンビルブロックによってかかる圧力である。 圧力の大きさはガスに関連している。 作用方向は振動の方向に垂直です。正方形 インチ。
4)溶接機によって放出された全エネルギーエネルギー溶接プロセス、In Joules。 その他 あります エネルギー 溶接は設定値に達し、溶接は完成しました。
超音波溶接にはそのユニークがあります。 .
1高い溶接強度、溶接後の優れた導電率、極めて低いまたはほぼゼロ抵抗。
2つの溶接材料が非溶融していない。非壊れやすい導体 特徴
3短い溶接時間、効率を大幅に向上させ、高速、 省エネ省エネ。
4溶接工程は安定しています。
5はガス、はんだ、 フラックスを必要としない。
火花、煙、環境にやさしい、そして Safe。
7製品の導体の信頼性を確保するために、溶接品質を向上させます。
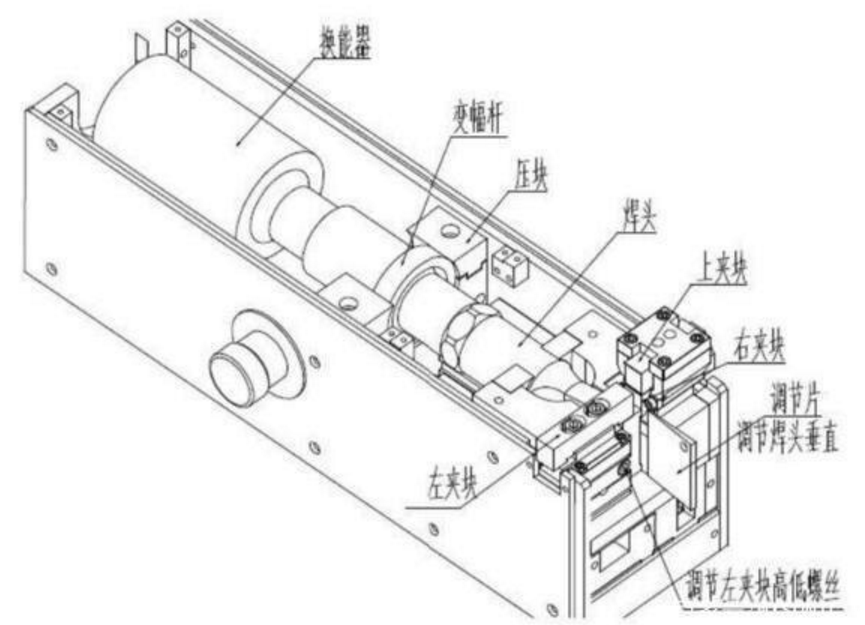
超音波ワイヤーハーネス溶接工作機械

 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
当社の製品やPRICELISTに関するお問い合わせは、私達に任せてください、そして私達は24時間以内に連絡を取ります。





© 著作権: 2026 Hangzhou Altrasonic Technology Co.,Ltd 全著作権所有

IPv6 ネットワークがサポートされています
スキャン Wechat



